Many industrial products require a plastic part that carries a metal feature: a threaded nut, a pin, a bushing, an electrical contact, a shaft, or a fastener. The classic approach is to mold the part first and install inserts in a separate step (press-fit, heat-stake, glue). But there is another path that often delivers a better result in serial production: insert molding.
In this process, the metal insert is placed into the mold cavity before injection, and the polymer flows around it to form the finished assembly in a single cycle. Promservice manufactures both the tooling and the molded parts, so metal and plastic come together in one production cycle with quality control at every step.
What is insert molding?
Insert molding is a variant of injection molding where a prefabricated element (typically metallic) is loaded into the mold and the plastic is molded around it. When the mold opens, a complete assembly comes out — a part with an integrated metal feature, with no need for additional assembly.
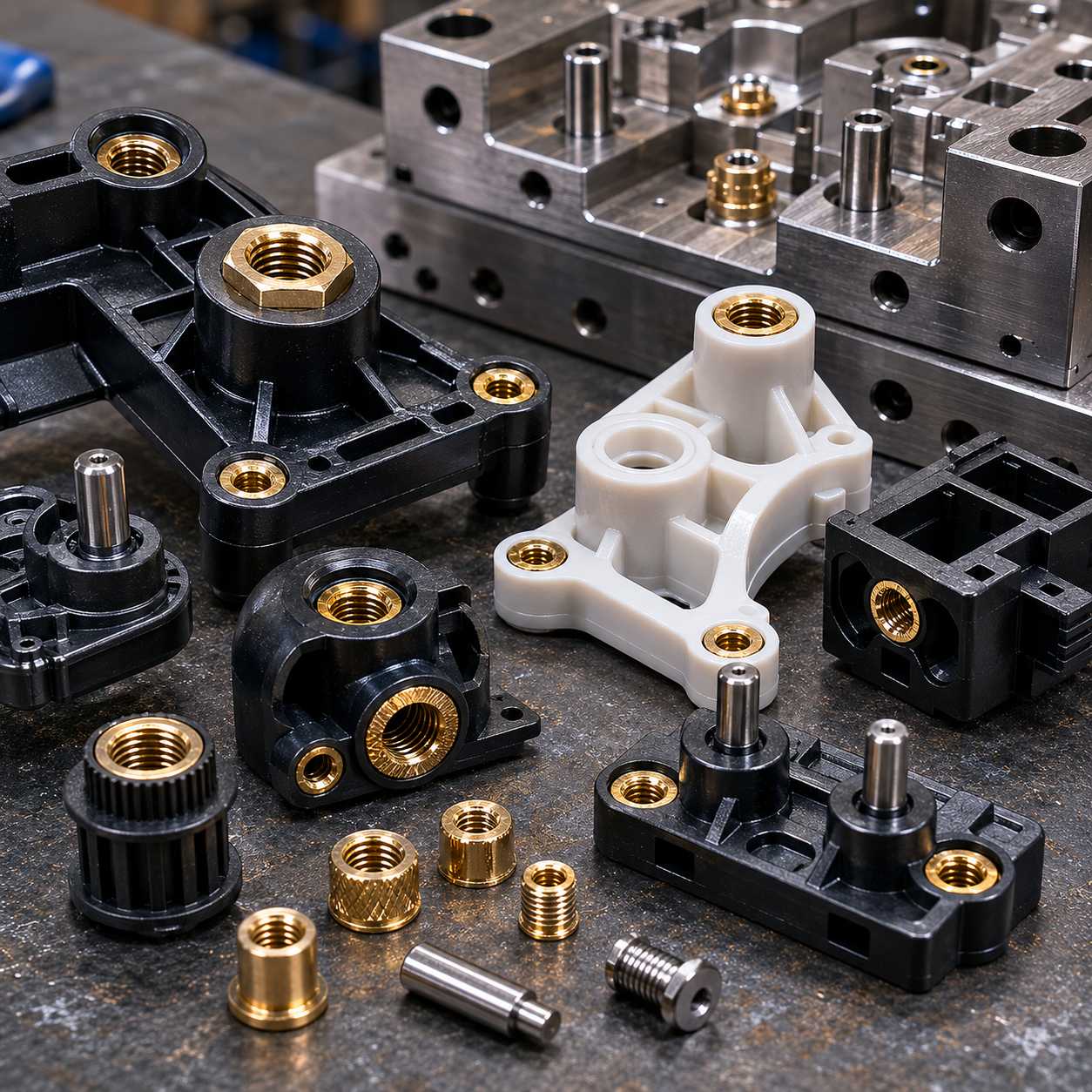
Inserts can take many forms:
- threaded nuts (for screws or bolts);
- plain or threaded bushings, support rings;
- pins, shafts, axles;
- contacts and terminals for electronics;
- decorative or functional metal features;
- reinforcement elements for critical zones.
The technology works equally well for small profiled inserts and for long cylindrical components — the only requirement is that the insert withstands the melt temperature and the injection forces.
Why customers choose insert molding over post-assembly
If the alternative is a separate operation to install the insert after molding, insert molding offers several economic and technical advantages.
Fewer steps in the production cycle. Instead of two or three operations (mold → install → inspect), you get a finished assembly in a single shot. This lowers cost and reduces the risk of human error.
Stronger mechanical joint. The polymer flows around the insert and replicates its geometry — knurls, barrels, grooves. Pull-out force and torque-out resistance of these joints often exceed those of post-installed inserts.
Accurate positioning. The insert position is defined by the mold, not by the operator. This removes the human factor and gives reliable part-to-part repeatability.
Less risk of damaging the plastic. Heat-staking or press-fitting can crack the plastic, especially in brittle or filled grades. With insert molding, the polymer is formed in place — no additional load is applied to the finished part.
Less assembly work at the customer. The assembly arrives complete, simplifying downstream assembly lines.
Typical applications
Insert molding is widely used wherever a metal feature must be rigidly joined to plastic in a serial part.
The most common examples:
- electrical and electronics — housings with integrated contacts, terminals, sockets; plastic holders with threaded inserts for PCB mounting;
- fasteners and hardware — plastic handles with threaded inserts; decorative parts with hidden metal mounting;
- automotive components — brackets with bushings, plastic covers with nuts, sensor housings;
- plumbing and industrial fittings — plastic assemblies with threaded inserts for repeated assembly and disassembly;
- tools and instruments — housings with metal inserts for shafts, bushings, or pins;
- furniture and appliances — fastening points with threaded inserts working in a plastic body.
The common pattern is the need for a repeatable or load-bearing connection where the plastic alone cannot deliver the required strength.
What defines insert molding quality
The quality of the finished assembly depends not only on molding but on insert design, tooling, and proper process setup.
Insert design. Surfaces are usually knurled, barrel-shaped, or grooved so the polymer can lock mechanically. For critical joints, the insert geometry is engineered for the target pull-out force and torque.
The mold. Accurate insert seats, reliable centering, and good operator or robot access are required. In serial production, loading speed and positioning repeatability are essential.
Insert preparation. The surface must be clean, free of oil and corrosion. For some polymers and to improve adhesion, the insert may be preheated.
Process parameters. Temperature and pressure are tuned so the plastic flows reliably around the insert without excessive stress. Residual stresses can occur at the metal/plastic interface — they are addressed in the part design.
Inspection of the finished assembly. Insert seating, absence of flash and burn marks around the insert, and torque-out or pull-out values are verified on critical parts.
Tooling specifics for insert molding
A mold for insert molding has several specific requirements:
- insert pockets with the right clearance and centering;
- protection against insert shift during injection — magnets, springs, or pins for fixation;
- easy loading — open access or automated feeding;
- venting specifically around the insert (air must not be trapped between the polymer and the metal);
- cooling that accounts for the heat capacity of the metal — the insert holds heat longer;
- serviceability — contact zones around inserts wear faster and are often built as replaceable inserts in the mold itself.
Promservice designs such molds considering the planned production volume, the level of automation, and the acceptable loading time.
Manual loading or automation
In small and medium series, inserts are often loaded by an operator — this is cheaper and simpler. In high-volume production or with complex geometries, semi-automatic or automatic solutions are used:
- manipulators or robots for insert feeding;
- cassette feeding for large insert volumes;
- vision or sensor systems to verify insert presence before injection (poka-yoke).
The choice depends on cycle time, number of inserts per part, and the cost of an error (a part without an insert or with a shifted insert).
Common mistakes and how to avoid them
A few "classic" problems repeat across insert molding projects:
- No knurl or surface profile on the insert. The plastic does not hold the insert, and torque-out drops. Fix: thoughtful insert geometry at the part design stage.
- Plastic cracking around the insert. Caused by excessive stress or incorrect temperature. Fix: part design (wall thickness around the insert) and process parameters.
- Insert shifting during injection. Weak fixation in the mold or an overly aggressive velocity profile. Fix: insert pocket design, fixation features, process tuning.
- Flash around the insert. Indicates a poor insert seat or worn mold. Fix: rework of the seat or replacement of the mold's exchangeable inserts.
- Unprotected threads or working surfaces. If plastic reaches the thread, the part is scrap. Fix: precise mold geometry and protective features (stop pins).
Promservice addresses these points at the mold design stage so that serial production runs smoothly.
Why insert molding is a strength of Promservice
Insert molding works well when three competencies come together in a single cycle: mold engineering, injection molding, and the manufacturing/preparation of metal inserts. Promservice has all three:
- toolroom capability (CNC milling, turning, EDM, grinding) — for manufacturing inserts or the tooling around them;
- mold manufacturing with insert pockets, venting, and cooling tailored to the hybrid part;
- serial molding on IMM with quality control on the finished assembly;
- service and modernization of tooling for long serial runs without loss of precision.
The customer does not have to coordinate multiple contractors: a single shop is accountable for the entire metal-plus-plastic chain.
Need insert molding in Ukraine?
Promservice provides insert molding services — from mold design to serial production of finished metal-plastic assemblies. Send us part and insert drawings — we will suggest the optimal design, evaluate manufacturability, and deliver stable production with the joint strength you need.