The runner system is the "circulatory system" of a mold, delivering melt from the machine nozzle to the cavities. Its type determines material waste, cycle time, part quality, and the complexity of tooling maintenance. The two main schemes — cold runner and hot runner — have fundamentally different strengths and weaknesses.
In this article we break down the technical advantages and disadvantages of each system: how they affect defects, maintenance, material compatibility, and changeovers. (If you're specifically interested in the economics and payback calculation of a hot runner, that's a separate topic covered in more detail in a dedicated article.) Promservice designs and manufactures both types of mold in Ukraine and selects the system for the specific part and production conditions.
How each system works — in brief
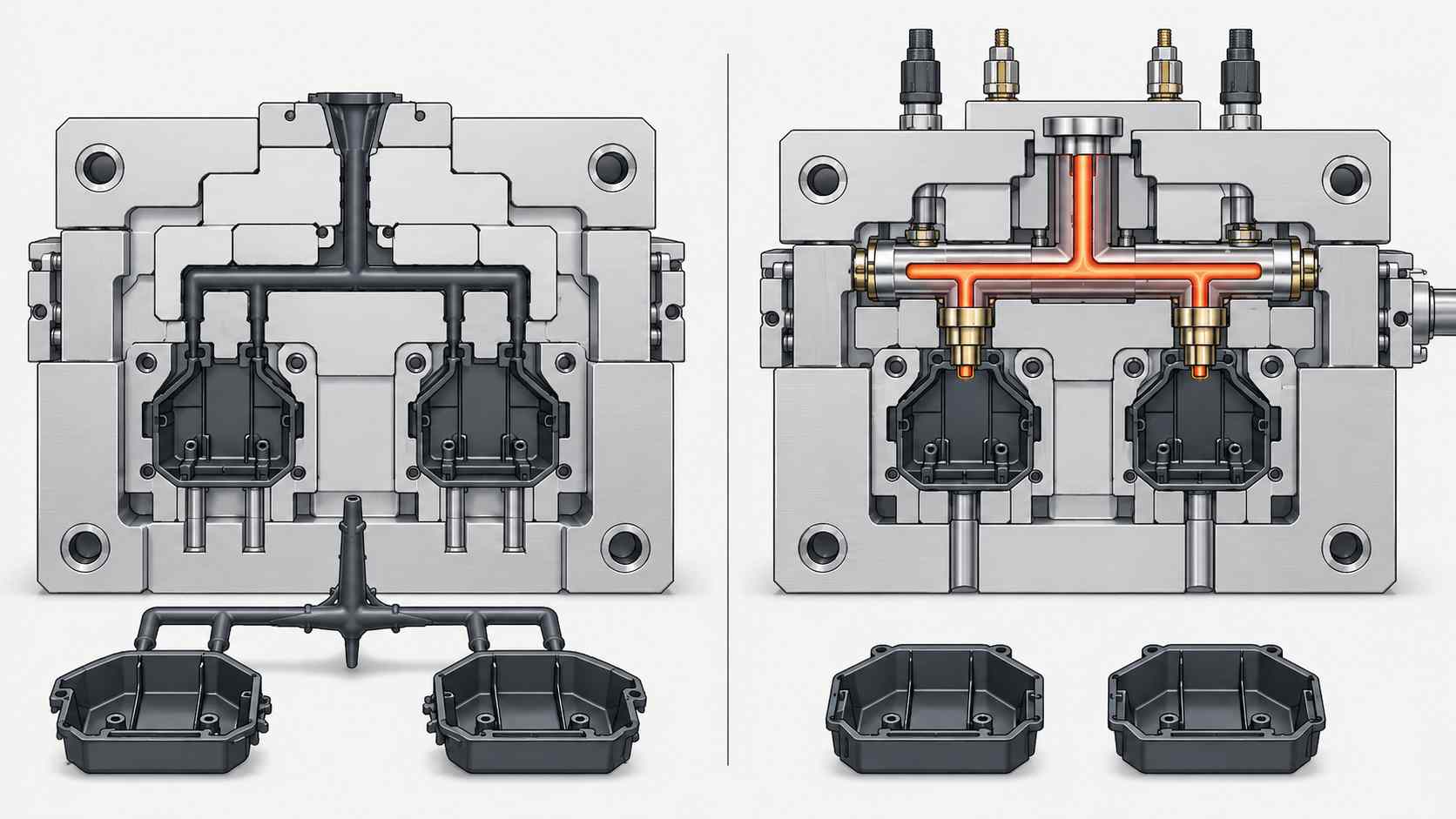
Cold runner. Melt is delivered through a sprue and runner channels that are part of the mold plates. This system cools along with the part every cycle, after which the runner is separated from the product. The runner is process scrap or a source of regrind; it may only be returned to production when the resin properties, part requirements, and process specification allow it.
Hot runner. A manifold and nozzles are heated and keep the polymer in the runner system molten at all times. The part is filled through heated nozzles without forming a separate “solid” runner. This reduces runner-related loss but does not eliminate waste from startup, purging, resin or color changes, or maintenance.
Advantages of a cold runner mold
The cold runner remains the most common scheme — and for good reason. Its strengths:
- Design simplicity. Fewer components, no heaters or thermocouples — less that can fail.
- Lower upfront tooling cost. The mold is cheaper to manufacture.
- Easier maintenance. No complex hot runner system to service and diagnose.
- Useful for frequent changeovers. The melt volume that must be removed when changing resin or color is often lower than in a hot-runner system. Actual changeover speed still depends on the material, mold design, and color-cleanliness requirements.
- Suitable for many resins. A cold runner is often a safer starting point for materials with a narrow processing-temperature window.
- Lower degradation risk. Material doesn't sit long in a heated system.
Disadvantages of a cold runner mold
The flip side of simplicity:
- Runner material is generated every cycle. This additional mass must be discarded, reground, or counted as process scrap.
- The cycle may be longer. A heavy runner may need to cool before the mold opens. This is geometry-dependent: in many cases, cooling of the part itself determines the cycle.
- Extra operations. Runner separation and trimming, sometimes by hand.
- Gate marks. A break-off point is left on the part, which sometimes needs cleanup.
- Constraints for expensive materials. Loss of engineering plastics in the runner hits cost significantly.
Advantages of a hot runner mold
The hot runner was created precisely to eliminate the weak points of the cold runner:
- No separate cold runner in each cycle. This reduces material consumption and runner handling, particularly with expensive resins and multi-cavity molds.
- Potentially shorter cycles. If runner cooling was the limiting factor, eliminating it can increase output. A cycle-time reduction is not automatic, because part cooling often remains the main constraint.
- Fewer manual operations. No runner trimming — better suited to automation.
- Useful for long, stable production programs. With correct system selection, material, productivity, and automation benefits may offset the higher initial investment.
- Gating flexibility. Ability to inject at optimal points of complex parts and control fill sequence (sequential/cascade gating).
- Better gate-area aesthetics for many products.
Disadvantages of a hot runner mold
A more complex and productive system comes at a price:
- High upfront cost. Manifold, heaters, thermocouples, wiring — the mold is significantly more expensive.
- Design and setup complexity. Requires precise temperature control and correct startup and shutdown.
- More failure points. Heaters, thermocouples, seals — all can fail.
- Material degradation risk if conditions are wrong. Overheating, long residence time, and stagnant zones can cause color change, black specks, odor, or loss of material properties.
- Color and resin changes need validation. Some systems purge quickly; others require substantial purge volume. Results depend on manifold volume, resin, channel geometry, and the cleanliness requirement.
- More expensive and complex service. Repairing hot runner components requires skill and spare parts.
Typical defects linked to the runner system
Each scheme has its own "set" of characteristic problems worth knowing in advance.
For the cold runner:
- short shots from insufficient runner cross-section or cavity fill imbalance;
- marks and burrs at the runner break-off area;
- instability from variations in runner cooling.
For the hot runner:
- "stringing" and drooling from nozzles with incorrect settings;
- burn marks from overheating or material stagnation in the manifold;
- black specks (degraded polymer) from poor purging;
- fill imbalance from incorrect manifold balancing;
- startup/shutdown problems (material freezing in the nozzle zone).
Knowing these risks allows the system to be designed and the process tuned correctly.
Material compatibility
The runner system type must be matched to the material:
- Heat-sensitive or degradation-prone resins such as PVC, POM, and some specialty compounds require close attention to residence time, temperature uniformity, and the avoidance of stagnant zones. A hot runner can be used, but it needs a purpose-designed system and tight process control.
- Glass-fiber- and mineral-filled compounds increase wear in runners, nozzles, and gates. Abrasion, allowable shear, and the use of wear-resistant materials or coatings should be evaluated.
- High-value engineering resins can be an argument for a hot runner because of material savings, but those savings should be calculated together with system and service costs.
Properly matching the system to the material is part of sound mold design.
Hybrid solutions
In practice, a "pure" scheme isn't always chosen. Combinations are possible:
- Hot runner to cold sub-runners. A heated manifold brings melt to a group of cavities, after which short cold runners distribute it. This is a compromise between savings and simplicity.
- Sequential (cascade) gating in a hot runner for large or long parts — to control weld lines and fill.
Such solutions take the strengths of both approaches for a specific part.
How to select a runner system
The final decision should combine technical and economic factors:
- part geometry, permissible gate locations, and surface requirements;
- resin thermal stability, abrasiveness, and allowed regrind content;
- part and runner weight;
- cavity count, filling balance, and required output;
- planned annual and lifetime volumes;
- need for automatic runner separation and downstream assembly;
- frequency of color, resin, or product changes;
- availability of controllers, service, and spare parts;
- mold, material, cycle-time, maintenance, and potential downtime costs.
A cold runner is often appropriate for prototype tooling, limited production runs, simple parts, and projects with frequent changes. A hot runner is worth evaluating for stable serial production, expensive resin, heavy runners, complex geometry, high automation requirements, or multiple gate locations.
These guidelines do not replace a project-specific calculation. The best system depends on the part, the material, and the production program.
How Promservice selects the runner system
Promservice treats the runner system as part of comprehensive mold design. Depending on the task, we can:
- analyze the part, material, and planned volume;
- propose a cold, hot, or hybrid runner with justification;
- design the system with reliable filling, balancing, and serviceability;
- manufacture the mold in-house;
- run trials and tune the process;
- manufacture serial plastic parts on our own injection molding machines;
- provide service, repair, and modernization of the mold and runner system throughout the tooling life cycle.
Need a mold with the right runner system?
Send us a drawing or 3D model, information about the resin, part requirements, and expected production volume. Promservice specialists will assess manufacturability, help select a cold or hot runner, and prepare a technical solution for stable serial production.
We provide a complete production cycle: mold design and manufacturing, mold trials and fine-tuning, as well as serial production of plastic parts on our own injection molding machines.