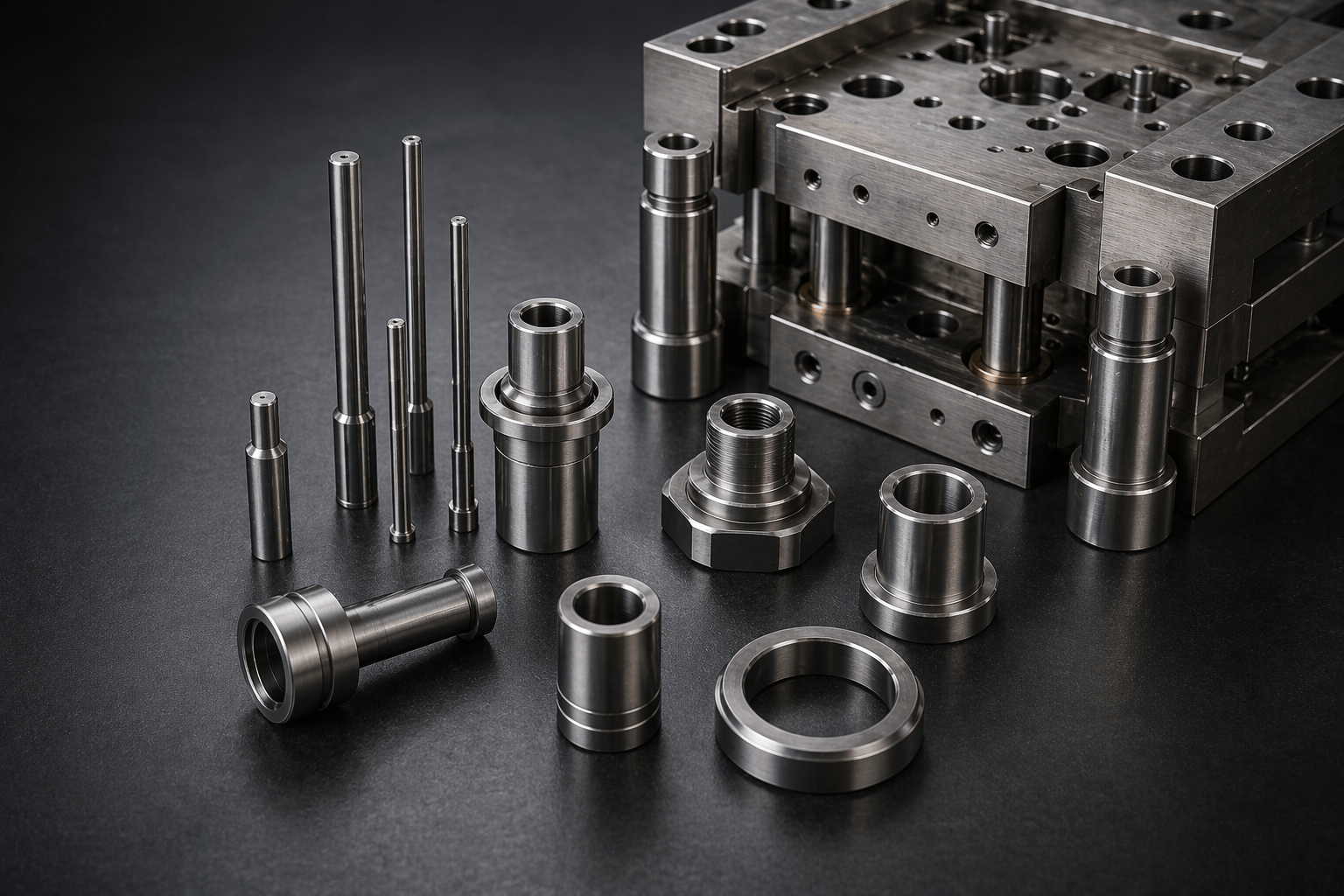
На фоне сложной 3D‑фрезеровки и EDM токарные детали пресс‑форм часто воспринимаются как «простые цилиндры». Но именно они в большинстве случаев задают ресурс, повторяемость и ремонтопригодность формы.
Направляющие пары отвечают за точное смыкание, литниковая втулка — за герметичность и стабильную подачу расплава, а сердечники и формующие стержни — за геометрию изделия и лёгкий съём. Ошибка в сотые миллиметра здесь может стоить не «красоты» поверхности, а задиров, перекоса, облоя, утечек по соплу и преждевременного износа.
Ниже — практический разбор:
- что обычно точат на токарных для пресс‑форм;
- какие допуски действительно критичны;
- где важны соосность и шероховатость;
- почему экономия на точности почти всегда возвращается ремонтом.
Что обычно делают на токарных для пресс‑форм
К «токарной группе» в оснастке относятся не только валы и втулки. Чаще всего на ЧПУ‑токарных изготавливают:
- направляющие колонки/пальцы и направляющие втулки (системы ведения плит);
- литниковые втулки (sprue bushing) и элементы литниковой системы с осевой геометрией;
- сердечники, формующие стержни, тонкие «пины» (в т.ч. ступенчатые);
- втулки/гильзы выталкивателей (ejector sleeves), направляющие для выталкивающей системы;
- опорные колонны и проставочные элементы (support pillars);
- установочные кольца (locating ring), втулки позиционирования, центровочные элементы;
- резьбовые элементы, гайки, крышки, втулки под штуцера охлаждения (в зависимости от конструкции).
Почти всегда эти детали работают в паре с другими элементами формы — поэтому важна не «абсолютная точность сама по себе», а точность посадки и взаимного положения.
Какие допуски критичны: 5 групп параметров, которые «делают» ресурс
1) Посадки и зазоры: где скользит, где запрессовано, где «центрирует»
В пресс‑форме есть три типовых режима посадки:
- скользящая (направляющие пары, выталкиватели) — нужен прогнозируемый зазор: без закусывания и без люфта;
- прессовая (втулка в плиту) — чтобы элемент не проворачивался и не «гулял» в посадочном гнезде;
- центрирующая (установочные кольца, базовые втулки) — чтобы обеспечить повторяемую сборку и точное совмещение узлов.
Критичен не только размер, но и стабильность размера по длине и по партии.
Практика: в направляющих парах пресс‑форм чаще всего речь идёт о сотых миллиметра по зазору, а не о «десятых». Конкретные значения зависят от диаметра, температуры, смазки и класса формы.
2) Соосность, биение, цилиндричность: когда цилиндр — это не просто цилиндр
Даже при правильном диаметре деталь может «убивать» форму, если:
- оси ступеней не совпадают (нарушена соосность);
- поверхность имеет овальность (круглость «уплыла»);
- есть «банан» по длине (плохая прямолинейность);
- посадочные зоны имеют биение относительно баз.
Эти параметры особенно важны на длинных направляющих колонках, сердечниках и литниковых втулках.
3) Шероховатость и качество поверхности: от «как ходит» до «как снимается»
В форме есть два сценария, где шероховатость решает всё:
- скольжение (направляющие пары, выталкиватели) — грубая поверхность = задиры и ускоренный износ;
- формование/съём (сердечники и формующие стержни) — следы и риски на изделии, залипания, нестабильный съём.
Обычно речь идёт о контролируемых значениях Ra (уровень зависит от задачи). Чем выше требования к съёму и ресурсу — тем больше роль доводки/полировки.
4) Геометрия входных фасок и переходов: мелочь, которая спасает от задиров
Фаски, радиусы и канавки — это:
- защита от заусенцев при сборке;
- корректный ввод в посадку и «самоцентровка»;
- снижение концентраций напряжений на тонких сердечниках;
- улучшение смазываемости (где предусмотрены канавки).
Игнорировать эти элементы — значит получать закусывания и повреждения при первых же циклах.
5) Состояние после термообработки: твёрдость без «увода» геометрии
Многие токарные элементы формы работают в условиях трения и должны быть износостойкими. Но после закалки/нитроцементации/азотирования легко получить:
- деформацию (размер «уплыл»);
- рост овальности;
- внутренние напряжения → риск трещин на тонких деталях.
Поэтому критично планировать маршрут: мехобработка → упрочнение → шлифовка/доводка → контроль.
Разбор по деталям: где какие допуски важнее всего
Направляющие колонки/пальцы и направляющие втулки
Функция: точное смыкание и сохранение параллельности/соосности плит на каждом цикле.
Критичные параметры:
- зазор в паре «колонка‑втулка» (слишком малый → закусывание, слишком большой → люфт и перекос);
- прямолинейность и цилиндричность колонок (длинная колонка с «бананом» быстро даст задиры);
- шероховатость рабочих поверхностей (гладкое скольжение = ресурс);
- посадка втулки в плиту (чтобы втулка не проворачивалась и не «выбивалась»);
- корректные фаски и защитные радиусы.
Типовые проблемы при экономии на точности:
- износ направляющих и рост люфта → облой по линии разъёма;
- прихватывание → повреждение колонок/втулок и простой производства;
- неравномерная смазка и быстрый перегрев узла.
Литниковая втулка (sprue bushing)
Функция: герметичное сопряжение с соплом ТПА и стабильная подача расплава в литниковую систему.
Критичные параметры:
- соосность канала литника относительно посадочной геометрии;
- качество поверхности и точность конуса/посадки под сопло (любая «волна» → утечки, подсос воздуха, нестабильный впрыск);
- биение посадочных поверхностей (если втулка «сидит» с биением — сопло не прижимается равномерно);
- корректная геометрия входа/переходов (снижение среза материала, стабильный след литника).
Чем опасна экономия:
- подкапывание/подтекание материала и загрязнение;
- следы перегрева и ухудшение качества отливок;
- быстрый износ зоны контакта «сопло‑втулка».
Сердечники и формующие стержни
Функция: формирование отверстий, полостей и внутренних контуров детали.
Критичные параметры:
- соосность ступеней (особенно на многодиаметровых сердечниках);
- круглость и цилиндричность (иначе — разный контакт и залипание);
- шероховатость в зоне контакта с пластиком (влияет на съём и внешний вид изделия);
- радиусы переходов (тонкие элементы любят концентраторы напряжений);
- если сердечник работает в направляющей/втулке — критичен также зазор и качество скольжения.
Чем опасна экономия:
- сердечник начинает «поддирать» пластик → брак по поверхности;
- растёт усилие съёма → нагрузка на выталкивание и риск поломки;
- при перекосе возрастает износ посадок и появляется нестабильность размеров.
Выталкиватели, гильзы и направляющие элементы выталкивающей системы
Функция: повторяемое, «мягкое» извлечение изделия без перекосов и следов.
Критичные параметры:
- зазор в паре «штифт‑гильза» (или «штифт‑направляющая») — чтобы ход был свободным, но без люфта;
- соосность и прямолинейность (перекос = клин, задиры, следы на детали);
- шероховатость (от неё зависит, будет ли узел «сухим» и склонным к прихватам).
Установочные кольца и центровочные элементы
Функция: позиционирование формы на ТПА и повторяемость установки.
Критичные параметры:
- концентричность кольца относительно баз формы;
- стабильность посадки (особенно если форма часто снимается/ставится);
- качество торцевых поверхностей, которые реально «садятся» в посадку.
Если центровка «гуляет», растёт риск несоосности сопла и литниковой втулки, а также увеличивается время наладки.
Почему точность в токарных деталях «дороже», чем кажется
В пресс‑форме токарная ошибка почти всегда умножается:
- на количество циклов (сотни тысяч);
- на трение (износ растёт не линейно);
- на стоимость простоя (форма стоит, станок стоит, заказ горит).
Частые сценарии «экономии»:
- сделали зазор чуть больше → сначала «вроде нормально», через 1–2 месяца люфт превращается в облоистую линию разъёма;
- не обеспечили соосность ступеней сердечника → изделие снимается хуже, растёт нагрузка на выталкивание, появляются поломки;
- сэкономили на финише литниковой втулки → протечки, нестабильный впрыск, загрязнение формы и зоны сопла.
Практически всегда ремонт и доводка обходятся дороже, чем «сделать точно» с первого раза.
Как получают стабильную геометрию: маршрут изготовления «как для формы»
Для критичных токарных деталей пресс‑форм обычно работает такой подход:
- Черновая токарная обработка с припуском под упрочнение/финиш.
- При необходимости — снятие напряжений (для массивных деталей).
- Термообработка/упрочнение по задаче (износ, трение, ресурс).
- Шлифовка/доводка посадочных и рабочих поверхностей — именно здесь «возвращают» размер, круглость и качество Ra.
- Контроль: размеры, биение/соосность, шероховатость, посадки в паре.
Этот маршрут особенно важен для направляющих пар и литниковых втулок.
Чек‑лист для ТЗ: что указать, чтобы деталь «встала» без сюрпризов
Если вы заказываете токарные элементы для пресс‑формы, лучше сразу обозначить:
- назначение детали и пара, в которой она работает (с чем сопрягается);
- требуемый тип посадки (скользящая/прессовая/центрирующая), при необходимости — обозначение посадки в системе допусков;
- требования к соосности/биению/прямолинейности (что является базой);
- требования по шероховатости (Ra) в рабочих зонах;
- материал и требуемое состояние (предзакал, закалка, азотирование и т.д.);
- ограничения по следам на изделии (для сердечников);
- условия эксплуатации: температура, смазка, материал пластика и серийность.
Чем точнее исходные данные — тем быстрее получается надёжный результат.
Токарные детали для пресс‑форм под ваш проект
«Промсервис» выполняет металлообработку и изготовление пресс‑форм полным циклом: ЧПУ‑токарная и фрезерная обработка, EDM, шлифовка, полировка, термообработка и контроль качества.
Если вам нужны направляющие элементы, литниковые втулки, сердечники или другие токарные детали для оснастки — пришлите чертёж/3D‑модель или образец. Мы подскажем, где критична точность, какие параметры заложить в ТЗ и изготовим детали так, чтобы они работали на ресурс, а не «на ремонт».