Закалённые детали пресс‑форм — это зона, где ошибки в выборе технологии стоят дороже всего. В мягком состоянии «простит» и инструмент, и припуск, и режим. В закалённом — любая ошибка быстро превращается в:
- сколы режущей кромки и нестабильную поверхность;
- «увод» геометрии (пережог, коробление, снятие напряжений, локальный перегрев);
- лишнюю доводку, а иногда — переделку вставки целиком.
Поэтому вопрос «чем делать закалённую деталь — hard milling, EDM или шлифование?» лучше решать не по привычке, а по простому алгоритму: геометрия → требования к поверхности → допуски → риски деформации → сроки.
Ниже — практический разбор, когда лучше работает твёрдое фрезерование, когда электроэрозия (EDM), а когда шлифование — и как комбинировать методы так, чтобы получить точность без сколов и без неприятных сюрпризов по геометрии.
Что относят к «закалённым деталям пресс‑форм»
В пресс‑формах после термообработки чаще всего обрабатывают или доводят:
- формообразующие вставки (core/cavity inserts);
- слайды/ползунки, клинья, направляющие элементы;
- зоны shut‑off (закрытие), плоскости разъёма, уплотняющие поверхности;
- режущие/тонкие элементы (ребра, «ножи», острые переходы);
- калибрующие посадки под втулки, направляющие, колонны.
Главная особенность: деталь уже имеет высокую твёрдость, а значит — любая ошибка в тепле и нагрузке быстрее даёт сколы, микротрещины или смещение размеров.
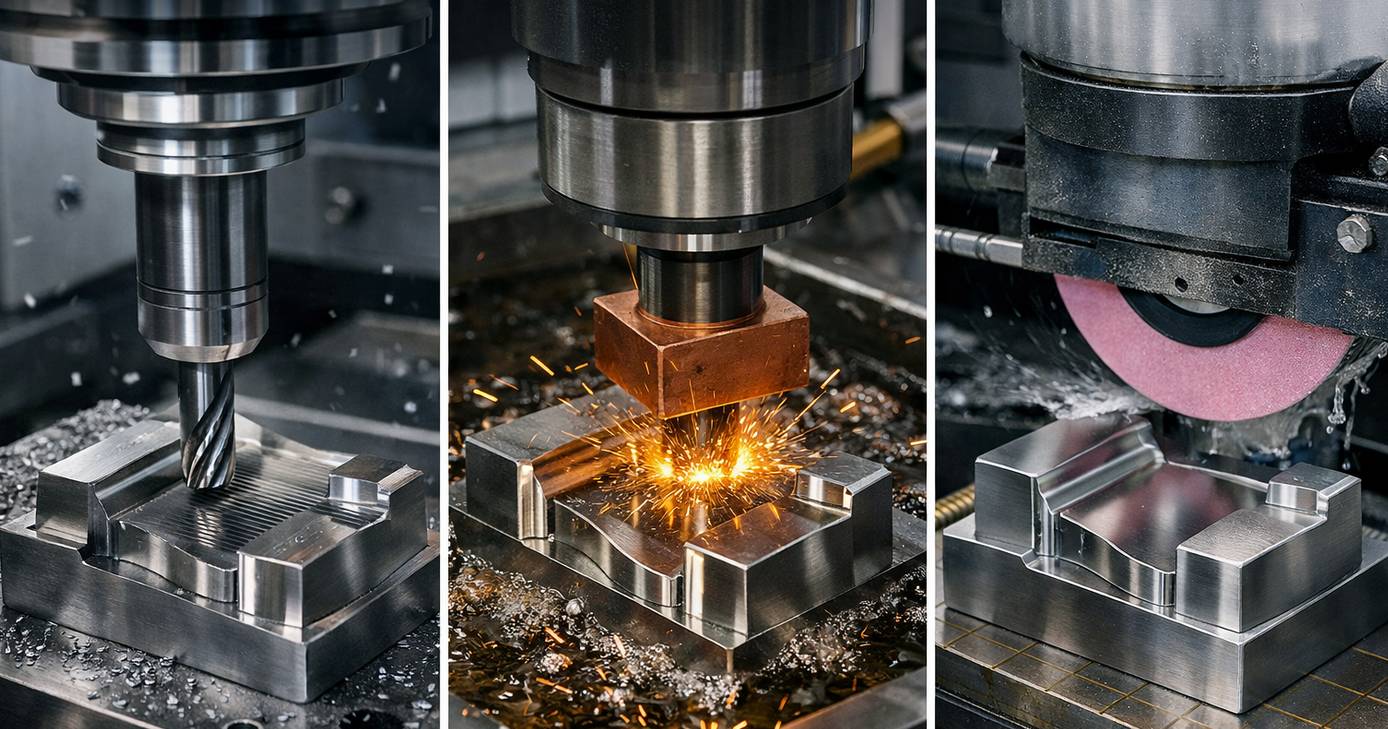
Коротко о трёх технологиях
Hard milling (твёрдое фрезерование)
Сильная сторона: быстро и точно формирует 3D‑поверхности, особенно там, где важны плавные переходы. Ограничение: боится вибраций, длинного вылета и резких перегрузок; сколы инструмента — типичный риск.
EDM (электроэрозионная обработка: проволочная и электродная)
Сильная сторона: почти не зависит от твёрдости материала; делает глубокие полости, тонкие ребра и острые внутренние углы, которые фрезой недостижимы. Ограничение: оставляет эрозионный слой (особенно на «косметике» и shut‑off), часто требует последующей доводки/полировки; есть влияние на поверхностный слой, если режимы подобраны неправильно.
Шлифование (плоское/круглое/профильное)
Сильная сторона: максимальная точность плоскостности, параллельности, размера и низкая шероховатость на доступных поверхностях. Ограничение: геометрия ограничена доступом круга; есть риск «пережога» при неправильном круге/подаче/охлаждении.
Практический алгоритм выбора: 5 шагов
Ниже — последовательность, которая помогает выбрать метод без «угадывания».
Шаг 1. Определите тип геометрии
Ответьте: это 3D‑форма, глубокая узкая зона, или точная плоскость/цилиндр?
- Свободные 3D‑поверхности (купола, радиусы, плавные переходы) → чаще выигрывает hard milling.
- Глубокие ребра, узкие щели, острые внутренние углы → чаще выигрывает EDM.
- Плоскости разъёма, shut‑off, посадки, направляющие, цилиндры → чаще выигрывает шлифование.
Шаг 2. Сформулируйте требование к поверхности
Важно понять: нужна «рабочая поверхность» или «косметика под полировку/текстуру».
- Если требуется минимальная доводка, лучше сразу планировать стабильный финиш: hard milling с контролем гребня + локальная полировка, или шлифование на плоскостях.
- Если допускается последующая полировка/текстура, можно оставить технологический след, но важно, чтобы он был равномерным, без вибрационной «волны».
Шаг 3. Уточните допуски и что именно «держит» размер
Для пресс‑форм обычно есть зоны, где точность критична:
- плоскости разъёма и shut‑off;
- посадки вставок;
- базовые отверстия и направляющие;
- сопряжения, где важна параллельность/соосность.
Если требуются микронные допуски на плоскости или круглость, финиш чаще делается шлифованием (или шлифованием + контроль).
Шаг 4. Оцените риск «увода» геометрии
Здесь важно, на каком этапе и сколько металла снимается после закалки.
- Если после термообработки вы снимаете много материала с одной стороны — риск «повести» деталь выше.
- Если геометрия тонкая/асимметричная — риск деформации выше.
- Если внутри детали остались напряжения (неудачная термообработка или тяжёлая черновая) — риск выше.
Вывод: при высоком риске «увода» лучше планировать минимальные припуски на закалённом состоянии и выбирать процесс с контролируемым тепловыделением (часто — шлифование по критическим базам + локальная EDM/фрезеровка по форме).
Шаг 5. Сравните сроки по реальной технологической цепочке
Не сравнивайте «скорость станка» — сравнивайте весь маршрут:
- мехобработка → термообработка → финиш → доводка/полировка → контроль.
Иногда EDM медленнее по минутам, но быстрее по проекту, потому что убирает ручную доводку и исключает риск сколов.
Когда выбирать hard milling
Hard milling хорошо «закрывает» задачи, если:
- поверхность 3D и требуется предсказуемый рисунок под полировку;
- нет сверхглубоких узких зон и острых внутренних углов;
- можно обеспечить жёсткий зажим и минимальный вылет.
Как избежать сколов при твёрдом фрезеровании
Практические правила, которые реально работают:
- минимизировать вылет (иногда лучше добавить переходный инструмент, чем работать одним длинным);
- использовать стратегии с постоянной нагрузкой (adaptive/dynamic, трохоидальные траектории);
- избегать резких врезаний и перегрузок на углах (плавные входы/выходы, радиусные связки);
- выбирать инструмент с радиусом на углу и покрытием под закалённые стали;
- держать чистовую «на свежем инструменте» — изношенная фреза резко ухудшает поверхность и увеличивает риск скола.
Где hard milling чаще проигрывает
- острые внутренние углы (требует слишком малого инструмента и большого вылета);
- глубокие тонкие ребра и узкие щели;
- зоны, где критична идеальная плоскостность/параллельность (там проще и стабильнее шлифовать).
Когда выбирать EDM: проволочную и электродную
Электроэрозия — логичный выбор, когда:
- материал уже закалён, а геометрия сложная;
- нужны острые внутренние углы, тонкие ребра, «ножи», глубокие карманы;
- есть риск сколов инструмента при попытке фрезеровать малыми диаметрами;
- нужна высокая повторяемость формы в узких местах.
Проволочная EDM (wire EDM)
Типовые задачи:
- контурные вырезы, сложные профили, пуансоны/матрицы;
- точные контуры с хорошей повторяемостью;
- детали, где важно удержать размер по периметру.
Электродная EDM (sinker EDM)
Типовые задачи:
- глубокие полости, узкие ребра, радиусы малого размера;
- формирование зон, куда фреза физически не проходит;
- получение острых переходов по геометрии.
Важно: EDM‑процесс часто требует стартовых отверстий/каналов и правильного обеспечения промывки — это часть технологии, которую лучше планировать заранее.
Как избежать проблем с поверхностным слоем после EDM
Чтобы не получить микротрещины и «слабую» поверхность:
- закладывайте финишные проходы EDM (fine finishing), если зона критична;
- на shut‑off и «косметике» предусматривайте снятие эрозионного слоя (лёгкая шлифовка/полировка);
- планируйте припуск под финиш: EDM хорошо даёт форму, но финиш по поверхности часто решает ресурс.
Когда выбирать шлифование
Шлифование — лучший финиш, когда критичны:
- плоскостность, параллельность, линейные размеры на базах;
- посадочные места и направляющие;
- сопряжения, которые «держат» герметичность и закрытие.
Как избежать «пережога» и увода при шлифовании
Основные причины проблем — тепло и неправильный круг. Практические меры:
- правильный выбор круга и регулярная правка;
- достаточное охлаждение;
- разумные припуски и поэтапное снятие;
- контроль на промежуточных стадиях, особенно на тонких деталях.
Самый частый вариант в пресс‑формах: комбинированная цепочка
В реальных проектах чаще всего выигрывает не «одна технология», а связка:
- черновая мехобработка в мягком/предзакалённом состоянии (оставляем припуски);
- термообработка (закалка/отпуск по ТЗ);
- финиш по критичным базам (обычно шлифование);
- формообразующая геометрия: hard milling и/или EDM по зонам;
- полировка/текстура и контроль.
Так вы снижаете риск «увода» геометрии: большая часть снятия металла — до закалки, а после — только управляемый финиш.
Типовые причины сколов и «увода» геометрии — и как их предотвратить
1) Слишком большой припуск после закалки Решение: переносите объём снятия в «мягкую» стадию, оставляйте небольшой финиш‑припуск.
2) Длинный вылет и слабый зажим Решение: сокращайте вылет, применяйте промежуточные инструменты, усиливайте базирование и опоры.
3) Неправильная стратегия траектории Решение: постоянная нагрузка, плавные входы/выходы, исключение резких перегрузок.
4) Перегрев поверхности (фреза/шлифовка/EDM) Решение: контроль тепла (режим, охлаждение, финишные проходы), снятие «проблемного» слоя на критичных зонах.
5) Отсутствие контроля на промежуточных этапах Решение: контроль баз и ключевых размеров после термообработки и после финиша — дешевле, чем править форму на сборке.
Подход «Промсервис»: выбираем технологию под задачу, а не «по привычке»
При изготовлении и ремонте пресс‑форм мы подбираем маршрут обработки так, чтобы обеспечить:
- точную геометрию на критичных базах (шлифование/контроль);
- стабильную 3D‑поверхность (hard milling с HSM‑стратегиями);
- сложные зоны и острые углы (EDM: проволочная и электродная);
- минимальную доводку и прогнозируемый финиш (полировка, подгонка).
Нужна обработка закалённых деталей пресс‑форм или изготовление пресс‑формы «под ключ»?
Пришлите 3D‑модель/чертеж, материал и требования к поверхности (шероховатость, зона shut‑off, требования к полировке/текстуре). Мы предложим практичный маршрут (hard milling / EDM / шлифование или комбинацию) и изготовим детали так, чтобы избежать сколов и «увода» геометрии.