Во многих промышленных изделиях пластиковая деталь должна нести металлический узел: резьбовую гайку, штифт, втулку, контакт, ось или крепёжный элемент. Классический подход — сначала отлить деталь, а затем установить вставки отдельной операцией (запрессовка, термоинсталляция, склеивание). Но есть другой путь, который часто даёт лучший результат в серии: литьё пластика с закладными элементами, или insert molding.
В этом процессе металлическая вставка устанавливается в полость пресс-формы до впрыска, а затем полимер обтекает её и формирует готовый узел за один цикл. «Промсервис» выполняет и изготовление оснастки, и само литьё — поэтому может объединять металл и пластик в одном производственном цикле, контролируя качество на каждом этапе.
Что такое insert molding?
Insert molding (литьё с закладными элементами) — это разновидность литья под давлением, при которой в пресс-форму закладывается готовый элемент (обычно металлический), и пластик формируется вокруг него. После открытия формы получается готовый узел — деталь с уже интегрированным металлом, без необходимости в дополнительной сборке.
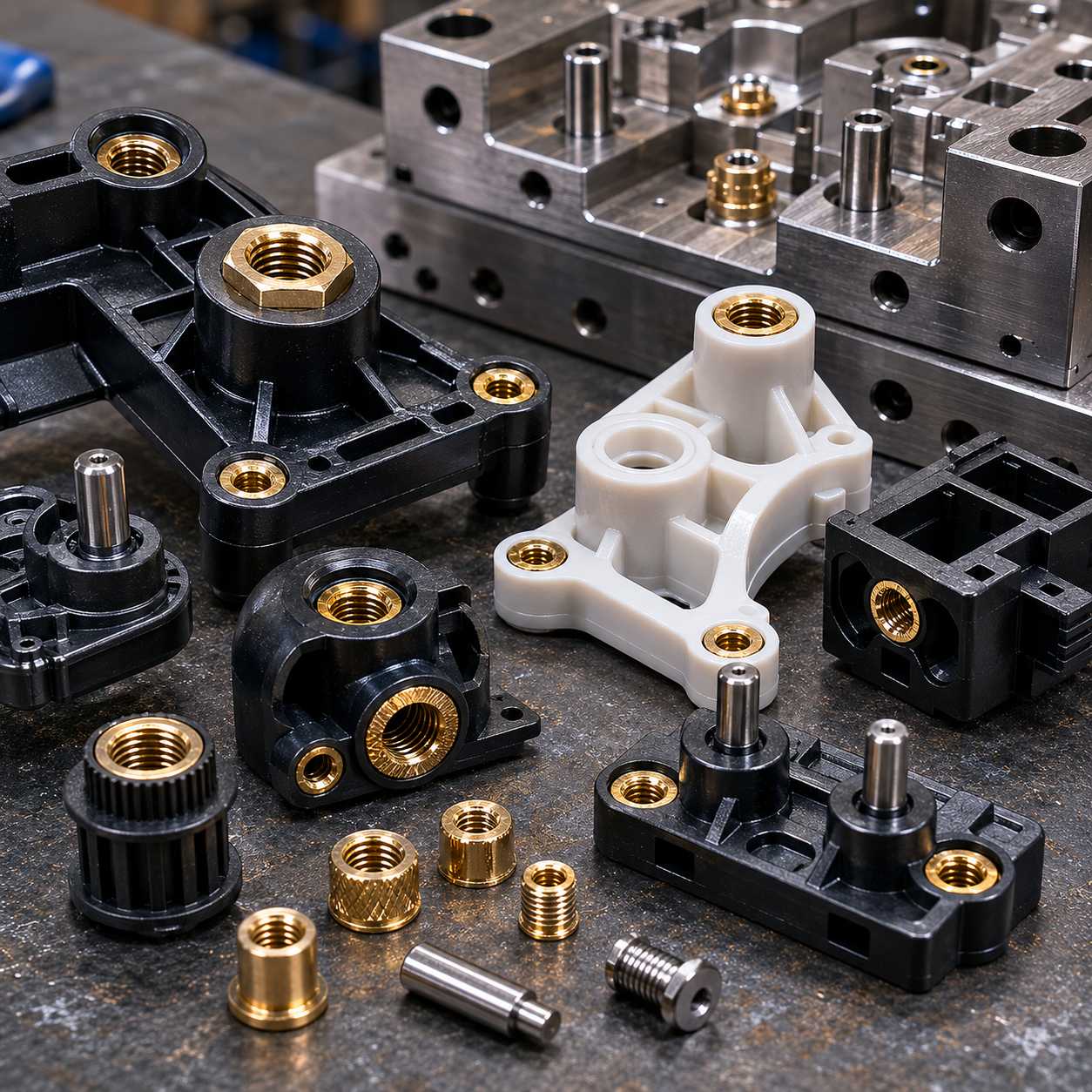
Закладные элементы могут быть разными:
- резьбовые гаечные вставки (под винт или болт);
- гладкие и резьбовые втулки, опорные кольца;
- штифты, оси, валики;
- контакты и клеммы для электротехники;
- декоративные и функциональные металлические детали;
- армирующие элементы (для усиления критичных зон).
Технология одинаково подходит для небольших фасонных вставок и для длинных цилиндрических деталей — главное, чтобы вставка выдерживала температуру расплава и усилия впрыска.
Почему заказчики выбирают insert molding вместо пост-сборки
Если альтернатива — это отдельная операция установки вставки после литья, то insert molding даёт сразу несколько экономических и технических преимуществ.
Меньше операций в производственном цикле. Вместо двух-трёх шагов (литьё → установка → проверка) вы получаете готовый узел за одну операцию. Это снижает себестоимость и риски ошибок.
Лучшее механическое соединение. Полимер обтекает вставку и повторяет её геометрию — рифление, бочки, накатку. По силе вытягивания и моменту выкручивания такие вставки часто превосходят аналоги, установленные пост-операцией.
Точное позиционирование. Положение вставки задаёт пресс-форма, а не оператор. Это устраняет человеческий фактор и обеспечивает повторяемость размеров между деталями.
Меньший риск повреждения пластика. При термоинсталляции или запрессовке есть риск растрескивания, особенно в хрупких или наполненных материалах. В insert molding пластик формируется «по месту» — без последующих нагрузок на готовую деталь.
Меньше операций сборки у заказчика. Узел приходит уже в готовом виде, поэтому сборочные линии упрощаются.
Типичные применения
Insert molding широко используют там, где металлический узел должен быть жёстко соединён с пластиком, но деталь — серийная.
Самые распространённые примеры:
- электротехника и электроника — корпуса с интегрированными контактами, клеммами, гнёздами; пластиковые держатели с резьбовыми гайками для монтажа плат;
- фурнитура и крепёж — пластиковые ручки с резьбовыми вставками; декоративные элементы со скрытым металлическим креплением;
- автокомпоненты — кронштейны с втулками, пластиковые крышки с гайками, корпуса датчиков;
- сантехника и промышленная арматура — пластиковые узлы с резьбовыми гаечными вставками для многократной сборки-разборки;
- инструмент и приборы — корпуса с металлическими вставками под ось, втулку или штифт;
- мебельная и бытовая техника — крепёжные узлы с резьбой, работающие в пластиковом корпусе.
Общий признак — потребность в многоразовом или силовом соединении там, где сам пластик не даёт нужной прочности.
Что определяет качество insert molding
Качество готового узла определяется не только литьём, но и конструкцией вставки, оснастки и правильной настройкой процесса.
Конструкция вставки. На поверхности обычно делают рифление, накатку или кольцевые канавки, чтобы полимер «зацепился» механически. Для критичных соединений форма вставки учитывает силу вытягивания и момент выкручивания.
Пресс-форма. Нужны точные посадки под вставку, надёжное центрирование, доступ оператора или робота для закладки. В серии важна скорость загрузки и повторяемость позиционирования.
Подготовка вставки. Поверхность должна быть чистой, без масла и коррозии. Для некоторых полимеров и повышения адгезии могут применять предварительный нагрев вставки.
Параметры процесса. Температура и давление подбираются так, чтобы пластик уверенно обтекал вставку без чрезмерных напряжений вокруг неё. В зонах контакта металл/пластик возможны остаточные напряжения — их учитывают в конструкции детали.
Контроль готового узла. Проверяют посадку вставки, отсутствие облоя и подгаров вокруг неё, момент выкручивания или силу вытягивания — для критичных изделий.
Особенности оснастки для литья с закладными элементами
Пресс-форма для insert molding имеет несколько специфических требований:
- посадочные гнёзда для вставок с правильным зазором и центрированием;
- защита от «смещения» вставки при впрыске — фиксация магнитами, пружинами, штифтами;
- удобство загрузки — открытый доступ или автоматизированная подача;
- вентиляция именно вокруг вставки (воздух не должен «замыкаться» между полимером и металлом);
- охлаждение, учитывающее теплоёмкость металла — вставка дольше держит тепло;
- ремонтопригодность — зоны контакта со вставками изнашиваются интенсивнее и часто выполняются сменными.
«Промсервис» проектирует такие пресс-формы с учётом планируемого объёма производства, уровня автоматизации и допустимого времени на загрузку.
Ручная загрузка или автоматизация
В малых и средних сериях вставки часто загружаются оператором — это дешевле и проще. В крупных сериях или при сложной геометрии применяют полуавтоматические или автоматические решения:
- манипуляторы и роботы для подачи вставок в форму;
- кассетная подача больших объёмов вставок;
- системы проверки наличия вставки перед впрыском (poka-yoke).
Выбор зависит от цикла, количества вставок на деталь и стоимости одной ошибки (узла без вставки или со смещённой вставкой).
Типичные ошибки и как их избежать
В insert molding несколько «классических» проблем повторяются от проекта к проекту:
- Отсутствие рифления / накатки на вставке. Пластик не «держит» вставку, момент выкручивания падает. Решение — продуманная геометрия вставки на этапе проекта узла.
- Растрескивание пластика вокруг вставки. Возникает из-за чрезмерных напряжений или неправильной температуры. Лечится конструкцией детали (толщина стенки вокруг вставки) и режимами.
- Смещение вставки при впрыске. Слабая фиксация в форме или слишком агрессивный профиль скорости. Решение — посадочное гнездо, фиксаторы, корректировка режимов.
- Облой вокруг вставки. Свидетельствует о неточном посадочном месте или износе формы. Устраняется доводкой посадки или заменой сменных вставок пресс-формы.
- Незащищённые резьбы или рабочие поверхности. Если пластик попадает на резьбу — деталь в брак. Решение — точная геометрия пресс-формы и защитные элементы (штифты-ограничители).
«Промсервис» учитывает эти моменты ещё на этапе проектирования оснастки, чтобы серия шла стабильно.
Почему insert molding — это сильная сторона «Промсервис»
Insert molding работает хорошо, когда в одном цикле объединены три компетенции: инженерия пресс-формы, литьё под давлением и изготовление/подготовка металлических элементов. У «Промсервис» есть все три:
- инструментальное производство (ЧПУ-фрезерование, токарка, EDM, шлифовка) — для изготовления вставок или оснастки под них;
- производство пресс-форм с посадочными гнёздами под вставки, с вентиляцией и охлаждением под гибридную деталь;
- серийное литьё на ТПА с контролем качества готового узла;
- сервис и модернизация оснастки — для длительной серии без потери точности.
Заказчику не приходится координировать разных подрядчиков: одно предприятие отвечает за всю «связку» металл + пластик.
Нужно insert molding в Украине?
«Промсервис» выполняет литьё пластика с закладными металлическими элементами — от проектирования пресс-формы до серийного выпуска готовых узлов. Обращайтесь с чертежами детали и вставок — подскажем оптимальную конструкцию, оценим технологичность и обеспечим стабильное производство с нужной прочностью соединений.