Литниковая система — это «кровеносная система» пресс-формы, которая доставляет расплав от сопла термопластавтомата к полостям. От её типа зависят отходы материала, время цикла, качество изделия и сложность обслуживания оснастки. Две основные схемы — холодноканальная и горячеканальная — имеют принципиально разные сильные и слабые стороны.
В этой статье разберём технические преимущества и недостатки каждой системы: как они влияют на дефекты, обслуживание, совместимость с материалами и переналадку. (Если вас интересует именно экономика и расчёт окупаемости горячего канала — это отдельная тема, и мы рассматриваем её подробнее в соответствующем материале.) «Промсервис» проектирует и изготавливает пресс-формы обоих типов в Украине и подбирает систему под конкретное изделие и условия производства.
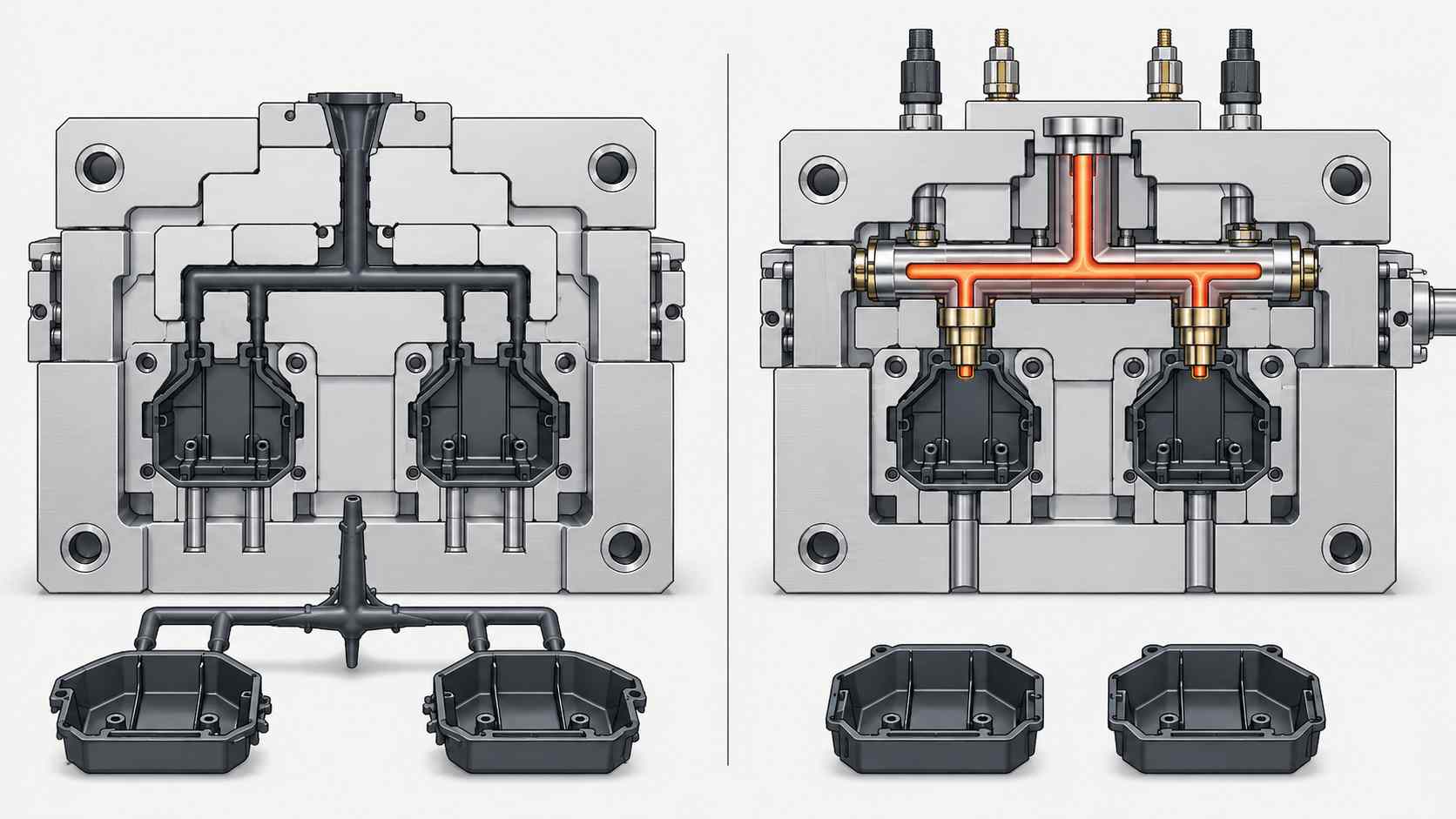
Как работает каждая система — коротко
Холодный канал. Расплав подаётся через литник и литниковые каналы, которые являются частью плит формы. Эта система охлаждается вместе с деталью каждый цикл, после чего литник отделяется от изделия. Литник — технологический отход или источник вторичного сырья; его повторное использование допустимо только тогда, когда это разрешают свойства материала, требования к изделию и технологическая документация.
Горячий канал. Коллектор и сопла подогреваются и держат полимер в литниковой системе в расплавленном состоянии постоянно. Деталь заполняется через нагретые сопла без образования отдельного «твёрдого» литника. Это снижает литниковые потери, но не исключает отходы при запуске, продувке, смене материала или обслуживании.
Преимущества холодноканальной пресс-формы
Холодный канал остаётся самой распространённой схемой — и не случайно. Его сильные стороны:
- Простота конструкции. Меньше узлов, нет нагревателей и термопар — меньше того, что может выйти из строя.
- Более низкая стартовая стоимость оснастки. Форма дешевле в изготовлении.
- Проще обслуживание. Нет сложной горячеканальной системы, которую надо обслуживать и диагностировать.
- Удобнее для частых переналадок. Объём расплава, который необходимо удалить при смене материала или цвета, обычно меньше, чем в горячеканальной системе. Однако фактическая скорость перехода зависит от материала, конструкции формы и требований к чистоте цвета.
- Подходит для многих материалов. Холодный канал часто является более безопасным исходным вариантом для материалов с узким температурным диапазоном переработки.
- Меньший риск деградации. Материал не находится долго в нагретой системе.
Недостатки холодноканальной пресс-формы
Обратная сторона простоты:
- Литник увеличивает расход материала. При каждом цикле образуется дополнительная масса, которую нужно утилизировать, переработать или учитывать как технологический отход.
- Цикл может быть длиннее. Если литник массивный, его охлаждение может ограничивать момент раскрытия формы. Но это зависит от геометрии: иногда время цикла определяется самой деталью, а не литником.
- Дополнительные операции. Отделение и обрезка литника, иногда вручную.
- Следы от литника. На детали остаётся место отрыва, которое иногда надо зачищать.
- Ограничения для дорогих материалов. Потери инженерных пластиков в литнике существенно бьют по себестоимости.
Преимущества горячеканальной пресс-формы
Горячий канал создавали именно для того, чтобы устранить слабые места холодного:
- Нет отдельного холодного литника в каждом цикле. Это снижает расход материала и объём операций с литником, особенно при дорогих полимерах и многогнёздных формах.
- Потенциально более короткий цикл. Если ограничивающим фактором было охлаждение литника, его исключение может повысить производительность. Сокращение цикла не является автоматическим: часто его определяет охлаждение самой детали.
- Меньше ручных операций. Нет обрезки литника — лучше пригодность к автоматизации.
- Рационален для длительных серий. При корректно подобранной системе преимущества по материалу, производительности и автоматизации могут компенсировать более высокие стартовые затраты.
- Гибкость впрыска. Возможность впрыскивать в оптимальные точки сложных деталей, управлять последовательностью заполнения (каскадный впрыск).
- Лучшая эстетика зоны впрыска для многих изделий.
Недостатки горячеканальной пресс-формы
Более сложная и производительная система имеет свою цену:
- Высокая стартовая стоимость. Коллектор, нагреватели, термопары, электрика — форма существенно дороже.
- Сложность конструкции и настройки. Нужен точный температурный режим, корректный запуск и остановка.
- Больше точек отказа. Нагреватели, термопары, уплотнения — всё это может выйти из строя.
- Риск деградации материала при неправильном режиме. Перегрев, длительное пребывание расплава и застой в отдельных зонах способны вызвать изменение цвета, появление чёрных включений, запаха или ухудшение свойств.
- Смена цвета и материала требует проверки. Некоторые системы очищаются быстро, но для других может потребоваться значительный объём продувки. Всё зависит от объёма коллектора, материала, геометрии каналов и требований к чистоте.
- Дороже и сложнее сервис. Ремонт горячеканальных узлов требует квалификации и запчастей.
Типичные дефекты, связанные с литниковой системой
У каждой схемы свой «набор» характерных проблем, которые стоит знать заранее.
Для холодного канала:
- недолив из-за недостаточного сечения литника или дисбаланса заполнения гнёзд;
- следы и задиры в зоне отрыва литника;
- нестабильность из-за колебаний охлаждения литника.
Для горячего канала:
- «нити» и подтекание из сопел при неправильном режиме;
- подгары из-за перегрева или застоя материала в коллекторе;
- чёрные включения (деградированный полимер) при плохой промывке;
- дисбаланс заполнения при некорректной балансировке коллектора;
- проблемы при запуске/остановке (застывание материала в зоне сопла).
Знание этих рисков позволяет правильно спроектировать систему и настроить процесс.
Совместимость с материалами
Тип литниковой системы надо согласовывать с материалом:
- Термочувствительные и склонные к деградации материалы (PVC, POM и ряд специальных композиций) требуют особого контроля времени пребывания расплава, температурной однородности и отсутствия застойных зон. Горячий канал возможен, но требует специализированной конструкции и строгого контроля режима.
- Наполненные стекловолокном и минеральными наполнителями композиции повышают износ каналов, сопел и впусков. Необходимо оценивать абразивность, допустимый сдвиг и применять износостойкие материалы или покрытия там, где это оправдано.
- Дорогие инженерные пластики могут быть аргументом в пользу горячего канала за счёт экономии материала, но её нужно считать вместе со стоимостью системы и сервиса.
Правильный подбор системы под материал — часть грамотного проектирования формы.
Гибридные решения
На практике не всегда выбирают «чистую» схему. Возможны комбинации:
- Горячий канал до холодной подпитки. Подогретый коллектор доводит расплав до группы гнёзд, а далее короткие холодные литники распределяют его. Это компромисс между экономией и простотой.
- Каскадный (секвенциальный) впрыск в горячем канале для крупных или длинных деталей — чтобы управлять линиями спая и заполнением.
Такие решения позволяют взять сильные стороны обоих подходов под конкретную деталь.
Как выбрать литниковую систему
Решение принимают по совокупности технических и экономических факторов:
- геометрия детали, допустимые места впрыска и требования к поверхности;
- материал, его термостабильность, абразивность и допустимая доля вторичного сырья;
- масса детали и литника;
- количество гнёзд, баланс заполнения и требуемая производительность;
- плановый годовой и суммарный объём выпуска;
- необходимость автоматического отделения литника и последующей сборки;
- частота смены цвета, материала или номенклатуры;
- доступность контроллера, сервиса и запасных частей;
- стоимость пресс-формы, материала, цикла, обслуживания и возможных простоев.
Холодный канал часто подходит для прототипной оснастки, ограниченных партий, простых деталей и проектов с частыми изменениями. Горячий канал целесообразно рассматривать при стабильных сериях, дорогом материале, тяжёлом литнике, сложной геометрии, высоких требованиях к автоматизации или нескольким точкам впрыска.
Эти ориентиры не заменяют расчёт: для конкретной детали лучший вариант определяется конструкцией, материалом и производственной программой.
Как «Промсервис» подбирает литниковую систему
«Промсервис» рассматривает литниковую систему как часть комплексного проектирования пресс-формы. В зависимости от задачи мы можем:
- проанализировать деталь, материал и планируемый объём;
- предложить холодный, горячий или гибридный канал с обоснованием;
- спроектировать систему с надёжным заполнением, балансировкой и ремонтопригодностью;
- изготовить пресс-форму на собственном производстве;
- провести испытания и настроить процесс;
- выполнять серийное литьё пластиковых деталей на собственных термопластавтоматах;
- обеспечить сервис, ремонт и модернизацию пресс-формы и литниковой системы на протяжении жизненного цикла оснастки.
Нужна пресс-форма с подходящей литниковой системой?
Пришлите чертёж или 3D-модель, информацию о материале, требованиях к детали и ожидаемом объёме выпуска. Специалисты «Промсервис» оценят технологичность изделия, помогут выбрать холодный или горячий канал и подготовят техническое решение для стабильного серийного производства.
Мы выполняем полный цикл работ: проектирование и изготовление пресс-форм, испытания и доводку оснастки, а также серийное литьё пластиковых деталей на собственных термопластавтоматах.
Связаться с нами
Телефон отдела продаж: +38 (067) 305 40 75
E-mail: sales@promservice.cn.ua