Im Vergleich zu komplexem 3D-Fräsen und EDM werden gedrehte Werkzeugkomponenten manchmal als „einfache Zylinder" abgetan. In Wahrheit definieren diese Teile oft Werkzeugstandzeit, Wiederholgenauigkeit und Wartbarkeit.
Führungssysteme steuern, wie genau die Platten schließen. Die Angussbuchse steuert die Düsenabdichtung und stabile Schmelzezufuhr. Kernstifte und Formkerne steuern Teilegeometrie und sauberes Entformen. Ein Fehler von wenigen Hundertstelmillimetern führt nicht zu „kosmetischen Problemen", sondern zu Fressen, Fluchtungsfehlern, Grat, Düsenleckage und beschleunigtem Verschleiß.
Dieser Artikel ist ein praxistauglicher Leitfaden zu:
- was üblicherweise für Spritzgießwerkzeuge gedreht wird;
- welche Toleranzen wirklich kritisch sind;
- wo Koaxialität und Oberflächenfinish am meisten zählen;
- warum „Sparen an Genauigkeit" meist als Reparaturarbeit zurückkommt.
Was üblicherweise für Werkzeuge gedreht wird
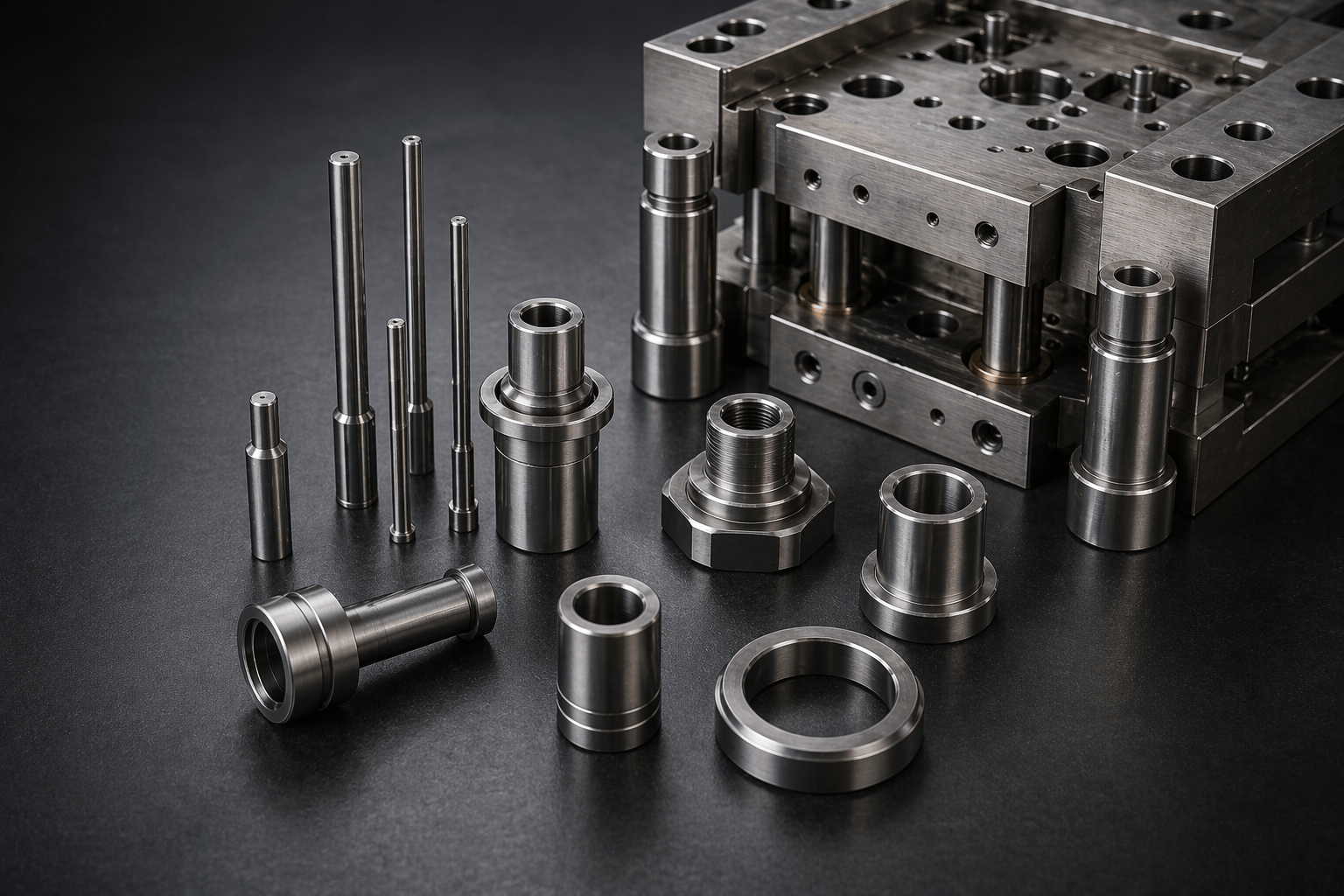
Im Werkzeugbau sind „Drehteile" nicht auf Wellen und Hülsen begrenzt. Am häufigsten werden auf CNC-Drehmaschinen gefertigt:
- Führungssäulen/Leitsäulen und Führungsbuchsen (Plattenführungssysteme);
- Angussbuchsen und andere axialsymmetrische Anguss-Elemente;
- Kernstifte, Formkerne, Stufenstifte (auch mehrstufige Teile);
- Auswerferhülsen und Führungselemente des Auswerfersystems;
- Stützsäulen und Distanzelemente;
- Zentrierringe und Zentrierelemente;
- Gewindeverbindungen, Verschlüsse, Kühlmittelanschlüsse (je nach Konstruktion).
Diese Teile arbeiten fast immer als Paar mit anderen Komponenten. Ziel ist daher nicht „enge Toleranzen überall", sondern die richtige Passung + korrekte Lagebeziehung.
Die 5 Toleranzgruppen, die tatsächlich die Werkzeugstandzeit bestimmen
1) Passungen und Spiele: Gleit-, Press- und Zentrierpassungen
In einem Werkzeug haben Sie meist drei Passungsszenarien:
- Gleitpassungen (Führungen, Auswerfer) — vorhersehbares Spiel ohne Fressen und ohne Spiel;
- Presspassungen (in Platten gepresste Buchsen) — keine Drehung, keine Bewegung im Sitz;
- Zentrierpassungen (Lokalisierungs-/Zentrierelemente) — wiederholbare Montage und Ausrichtung.
Wichtig ist nicht nur das Nennmaß, sondern auch die Maßstabilität über die Länge und von Charge zu Charge.
Praxishinweis: Bei Führungssystemen liegen Spiele typischerweise im Bereich von Hundertstelmillimetern. Der genaue Wert hängt von Durchmesser, Temperatur, Schmierung und Werkzeugklasse ab.
2) Koaxialität, Rundlauf, Zylindrizität: wenn ein „Zylinder" mehr als ein Zylinder ist
Selbst beim richtigen Durchmesser kann ein Teil die Wiederholgenauigkeit zerstören, wenn:
- Stufen nicht koaxial sind (Koaxialitätsfehler);
- die Oberfläche oval ist (Rundheit nicht in Ordnung);
- das Teil leicht verbogen ist (schlechte Geradheit);
- Sitzflächen Rundlaufabweichungen zur Funktionsachse haben.
Diese Parameter sind besonders wichtig für lange Führungssäulen, Kernstifte und Angussbuchsen.
3) Oberflächenfinish (Ra): von „wie es gleitet" zu „wie es entformt"
Es gibt zwei Szenarien, in denen das Oberflächenfinish entscheidend ist:
- Gleitpaarungen (Führungen, Auswerfer) — Rauheit fördert Fressen und schnellen Verschleiß;
- Formgebung/Entformung (Kernstifte, Formkerne) — Kratzer auf Teilen, Anhaften, instabiles Entformen.
Das Oberflächenfinish wird üblicherweise als Ra angegeben; das geforderte Niveau hängt von der Aufgabe ab. Je höher die Erwartungen an Entformung und Lebensdauer, desto wichtiger wird sauberes Schlichten/Polieren.
4) Anlauffasen, Fasen und Übergänge: kleine Details, die Fressen verhindern
Fasen, Radien und Freistiche sind keine „Kosmetik". Sie sorgen für:
- sichere Montage ohne Gratbeschädigung;
- richtigen Anlauf und Selbstzentrierung beim Einbau;
- geringere Spannungskonzentration an dünnen Stiften;
- besseres Schmierverhalten, wo Nuten konstruktiv vorgesehen sind.
Diese Merkmale zu ignorieren führt häufig zu Fressen und vorzeitigen Schäden in den ersten Zyklen.
5) Zustand nach der Wärmebehandlung: Härte ohne Verzug
Viele Drehkomponenten arbeiten unter Reibung und benötigen Verschleißfestigkeit. Nach Härten / Nitrieren / Einsatzhärten können Sie leicht bekommen:
- Verzug (Maß- und Geometriedrift);
- erhöhte Ovalität;
- Eigenspannungen → Rissrisiko an dünnen Teilen.
Deshalb ist die Prozessroute kritisch: Bearbeitung → Härten → Schleifen/Läppen → Prüfung.
Teil für Teil: wo Toleranzen am meisten zählen
Führungssäulen und Führungsbuchsen
Funktion: genaues Schließen und wiederholbare Plattenausrichtung in jedem Zyklus.
Kritische Parameter:
- Spiel im Säulen-Buchsen-Paar (zu eng → Fressen, zu lose → Spiel und Fluchtungsfehler);
- Geradheit und Zylindrizität (eine lange Säule mit leichter Biegung frisst schnell);
- Oberflächenfinish der Arbeitsbereiche (sauberes Gleiten = lange Lebensdauer);
- Presspassung der Buchse in der Platte (keine Drehung, keine Bewegung);
- korrekte Fasen und Schutzradien.
Typische Probleme bei Genauigkeitsverzicht:
- Führungsverschleiß und zunehmendes Spiel → Grat an der Trennlinie;
- Fressen → beschädigte Führungen und Maschinenstillstand;
- instabile Schmierung und Überhitzung.
Angussbuchse
Funktion: Abdichtung mit der Maschinendüse und stabile Schmelzezufuhr in den Anguss.
Kritische Parameter:
- Koaxialität des Angusskanals zur Sitzgeometrie;
- Oberflächenfinish und Genauigkeit von Konus/Sitz (Welligkeit oder Spuren können Leckage und instabilen Einspritzvorgang verursachen);
- Rundlauf der Sitzflächen (ungleichmäßiger Düsenkontakt = unzuverlässige Abdichtung);
- korrekte Eintritts-/Übergangsgeometrie (stabiler Angussabriss und gleichmäßige Anguss-Spur).
Wozu „Sparen" führt:
- Materialleckage und Verunreinigung;
- Überhitzungsspuren und Qualitätsprobleme an Teilen;
- schneller Verschleiß im Düsenkontaktbereich.
Kernstifte und Formkerne
Funktion: Formgebung von Bohrungen, inneren Merkmalen und Innenkonturen.
Kritische Parameter:
- Koaxialität von Stufen (besonders an mehrstufigen Stiften);
- Rundheit und Zylindrizität (für gleichmäßigen Kontakt und vorhersehbares Entformen);
- Oberflächenfinish im Kontakt mit Kunststoff (Entformung + Aussehen);
- Übergangsradien (dünne Stifte vertragen keine scharfen Spannungskonzentrationen);
- arbeitet der Stift in einer Führungshülse, werden auch Spiel und Gleitqualität kritisch.
Wozu „Sparen" führt:
- Kunststoffabrieb → sichtbare Defekte an Teilen;
- höhere Auswerferkräfte → Risiko von Stiftbruch;
- schnellerer Verschleiß und instabile Maße durch Fluchtungsfehler.
Auswerferstifte, -hülsen und Führungselemente des Auswerfersystems
Funktion: wiederholbares, „weiches" Auswerfen ohne Schräglage oder Markierungen.
Kritische Parameter:
- Spiel in Stift-Hülsen-Paaren (freie Bewegung ohne Spiel);
- Koaxialität und Geradheit (Fluchtungsfehler → Klemmen, Fressen, Markierungen);
- Oberflächenfinish (verringert Trockenreibung und Fressrisiko).
Zentrierringe und Zentrierelemente
Funktion: Positionierung des Werkzeugs an der Maschine und wiederholbarer Einbau.
Kritische Parameter:
- Konzentrizität zu den Werkzeug-Datums;
- stabile Aufnahme (besonders für häufig demontierte/montierte Werkzeuge);
- ebene, saubere Funktionsflächen, die in der Maschinenschnittstelle tatsächlich „sitzen".
Ist die Zentrierung instabil, steigt das Risiko von Düsen-Anguss-Fehlausrichtung und die Rüstzeit wächst.
Warum Genauigkeit hier „teurer" ist, als sie aussieht
Ein Drehfehler im Werkzeug wird vervielfacht durch:
- die Anzahl der Zyklen (Hunderttausende);
- Reibung (Verschleiß beschleunigt sich nichtlinear);
- Stillstandskosten (Werkzeug steht = Maschine steht = Lieferung gefährdet).
Typische „Spar"-Szenarien:
- etwas mehr Spiel → wirkt zunächst in Ordnung, wird nach Wochen/Monaten zu Spiel und Grat;
- schlechte Koaxialität an einem stufigen Kernstift → schlechtere Entformung, höhere Auswerferlast, Bruchrisiko;
- rauer Angussbuchsensitz → Leckage, instabiles Einspritzen, Verunreinigung um die Düse.
In der Praxis kosten Reparatur und Nacharbeit fast immer mehr als es von Anfang an richtig zu machen.
Wie stabile Geometrie erreicht wird: Fertigungsroute in Werkzeugqualität
Für kritische gedrehte Werkzeugkomponenten sieht die zuverlässigste Route so aus:
- Schruppdrehen mit Aufmaß für Härten/Schlichten.
- Bei Bedarf: Spannungsabbau (für größere Teile).
- Wärmebehandlung / Oberflächenhärten je nach Verschleißszenario.
- Schleifen / Läppen von Sitz- und Arbeitsflächen, um Maß, Rundheit und Ra wiederherzustellen.
- Prüfung: Maße, Rundlauf/Koaxialität, Oberflächenfinish, Passungsverhalten im Paar.
Dieser Ansatz ist besonders wichtig für Führungssysteme und Angussbuchsen.
RFQ-Checkliste: was angeben, damit das Teil ohne Überraschungen passt
Wenn Sie gedrehte Werkzeugkomponenten bestellen, lohnt es sich vorab anzugeben:
- die Funktion des Teils und die Gegenkomponente, mit der es arbeitet;
- den geforderten Passungstyp (Gleit / Press / Zentrierung) und ggf. Passungsbezeichnung;
- Anforderungen an Koaxialität/Rundlauf/Geradheit und welcher Bezug gilt;
- Oberflächenfinish (Ra) in Arbeitsbereichen;
- Werkstoff und Zustand (vorgehärtet, gehärtet, nitriert usw.);
- kosmetische Einschränkungen (für Formkerne);
- Betriebsbedingungen: Temperatur, Schmierung, Kunststofftyp, Stückzahl.
Bessere Eingangsdaten = schnellere, zuverlässigere Ergebnisse.
Gedrehte Werkzeugkomponenten für Ihr Projekt
Promservice bietet Metallbearbeitung und Werkzeugbau im Komplettzyklus: CNC-Drehen und -Fräsen, EDM, Schleifen, Polieren, Wärmebehandlung und Qualitätskontrolle.
Brauchen Sie Führungselemente, Angussbuchsen, Kernstifte oder andere gedrehte Werkzeugteile — senden Sie eine Zeichnung/3D-Modell oder ein Muster. Wir helfen, das Kritische zu definieren, in eine klare Spezifikation zu übersetzen und Komponenten zu fertigen, die auf Lebensdauer ausgelegt sind, nicht auf „frühzeitige Reparatur".