Bei gehärteten Werkzeugkomponenten wird eine falsche Verfahrenswahl teuer. Im weichen oder vorgehärteten Zustand verzeihen Werkzeug und Aufmaß Fehler. Im gehärteten Zustand führen dieselben Fehler schnell zu:
- Werkzeugausbrüchen und instabiler Oberflächenqualität;
- Geometriedrift (lokale Überhitzung, Spannungsabbau, Verzug, Schleifbrand);
- zusätzlicher Werkbankarbeit — bis hin zur Neufertigung eines Einsatzes.
Deshalb sollte die Frage „Hartfräsen, EDM oder Schleifen?" mit einer einfachen, praktischen Logik beantwortet werden: Geometrie → Oberflächenanforderung → Toleranzen → Verzugsrisiko → Lieferzeit.
Im Folgenden ein werkstattorientierter Leitfaden zur Auswahl von Hartfräsen, EDM oder Schleifen (und wie man sie kombiniert), um Genauigkeit ohne Ausbrüche und ohne unangenehme Geometrie-Überraschungen zu erreichen.
Was „gehärtete Werkzeugkomponenten" meist umfasst
Nach der Wärmebehandlung bearbeiten oder finishen Werkzeugbauer typischerweise:
- formgebende Kern-/Kavitäten-Einsätze;
- Schieber, Heber, Keile und Führungselemente;
- Abdichtbereiche, Trennlinienflächen, Dichtflächen;
- dünne „Messerkanten"-Merkmale, Rippen, scharfe Übergänge;
- Präzisionspassungen für Buchsen, Führungssäulen, Säulen und Lokalisierungsmerkmale.
Kernpunkt: Härte macht Teile weniger nachsichtig — Fehler im Wärme- und Lastmanagement zeigen sich schneller als Ausbrüche, Mikrorisse oder Maßdrift.
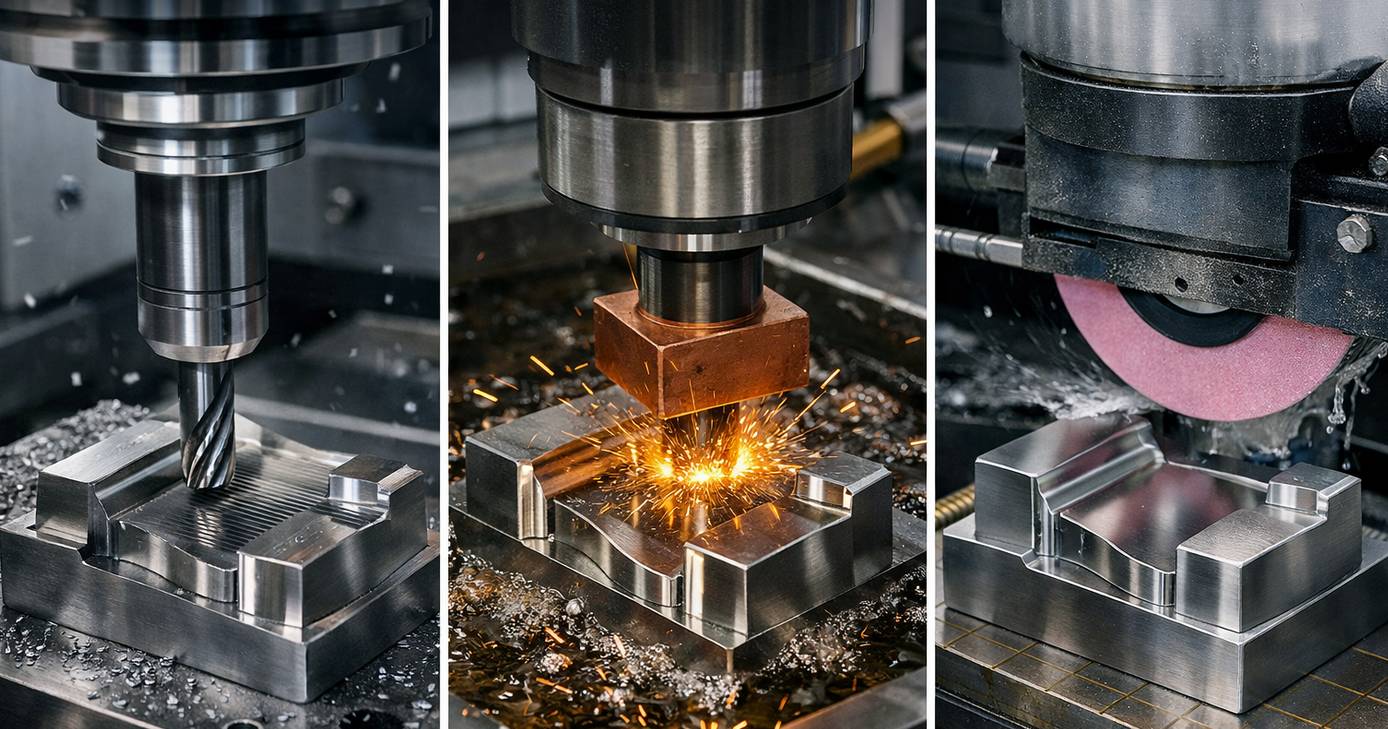
Die drei Optionen — je ein Absatz
Hartfräsen (HSM / Hartbearbeitung)
Stark bei: produktiver 3D-Formgebung mit kontrollierbaren Werkzeugspuren, besonders auf Freiformflächen. Risiko: empfindlich gegenüber Vibration, langer Werkzeugauskragung und Lastspitzen; Ausbrüche sind die übliche Versagensart.
EDM (Drahterodieren und Senkerodieren)
Stark bei: Geometrien, die Fräsen nicht zuverlässig kann — tiefe Rippen, schmale Schlitze und scharfe Innenecken. EDM ist weitgehend härteunabhängig. Trade-off: EDM hinterlässt eine Recast-/EDM-Schicht; kritische Flächen müssen oft poliert oder leicht geschliffen werden. Falsche Einstellungen können die Oberflächenschicht beeinflussen.
Schleifen (Flach-/Rund-/Profilschleifen)
Stark bei: höchster Genauigkeit für Ebenheit, Parallelität, Maß und niedrige Rauheit auf zugänglichen Flächen. Risiko: Schleifbrand und thermische Schäden bei falscher Scheibenwahl, Abrichtung oder Kühlmittel; die Geometrie wird durch den Scheibenzugang begrenzt.
Ein praktischer 5-Schritt-Auswahlalgorithmus
Schritt 1. Geometrieart identifizieren
Frage: Ist es eine Freiform-3D-Fläche, ein tiefes schmales Merkmal oder eine Präzisionsebene/-zylinder?
- Freiform-3D-Flächen (Domes, Verblendungen, weiche Radien) → oft Hartfräsen.
- Tiefe Rippen, schmale Schlitze, scharfe Innenecken → oft EDM.
- Trennlinie, Abdichtung, Präzisionssitze, Führungspassungen → oft Schleifen.
Schritt 2. Oberflächenanforderung definieren
Funktional oder kosmetisch (Politur/Textur)?
- Wenn Sie minimale Werkbankarbeit wünschen, eine stabile Schlichtroute planen: kontrolliertes Scallop-Hartfräsen + lokales Polieren oder Schleifen für ebene Flächen.
- Ist Polieren/Texturieren ohnehin geplant, gleichmäßige Werkzeugspuren anstreben (keine Ratter-„Wellen").
Schritt 3. Klären, was die Toleranz tatsächlich hält
Im Werkzeugbau sind bestimmte Bereiche typische Toleranztreiber:
- Abdicht- und Trennlinienflächen;
- Einsatzpassungen;
- Referenzbohrungen und Führungsmerkmale;
- Paarungsflächen, an denen Parallelität/Koaxialität zählt.
Wird Mikrometer-Ebenheit/Rundheit gefordert, ist Schleifen oft der zuverlässigste Schlichtschritt.
Schritt 4. Verzugs- und „Geometriedrift"-Risiko abschätzen
Größter Faktor: wie viel Material nach dem Härten abgetragen wird:
- viel Material nach dem Härten zu entfernen erhöht das Verzugsrisiko;
- dünne/asymmetrische Teile verziehen leichter;
- hohe innere Spannungen (vom Schruppen oder fehlerhafter Wärmebehandlung) erhöhen das Driftrisiko.
Schluss: Ist das Driftrisiko hoch, das Aufmaß nach dem Härten klein halten und kontrolliertes Schlichten an Datums (oft Schleifen) plus lokalisiertes EDM/Fräsen an Formmerkmalen einsetzen.
Schritt 5. Lieferzeit über die gesamte Prozesskette vergleichen
Vergleichen Sie nicht nur „Maschinenminuten". Vergleichen Sie die volle Route:
- Bearbeitung → Wärmebehandlung → Schlichten → Polieren/Werkbankarbeit → Prüfung.
Häufig ist EDM pro Stunde langsamer, aber für das Projekt schneller, weil es Werkzeugbruchrisiken vermeidet und manuelle Korrekturen reduziert.
Wann Hartfräsen die beste Wahl ist
Hartfräsen ist eine starke Option, wenn:
- die Hauptform 3D ist und Sie vorhersehbare Spuren vor dem Polieren benötigen;
- es keine extrem tiefen/schmalen Merkmale und keine echten scharfen Innenecken gibt;
- steife Aufspannung und minimale Werkzeugauskragung möglich sind.
Wie man Ausbrüche beim Hartfräsen vermeidet
Praktische Regeln, die Werkzeugausfälle reduzieren:
- Auskragung minimieren (Stufenwerkzeuge statt eines langen Werkzeugs);
- konstanten Eingriff verwenden (adaptiv/dynamisch, trochoidal);
- aggressive Eckanfahrt/-ausfahrt vermeiden (sanfte Verbindungsbewegungen, kontrollierte Rampen);
- Werkzeuge mit Eckenradius und für gehärtete Stähle geeigneten Beschichtungen wählen;
- Schlichtschnitte einem „frischen" Werkzeug vorbehalten — Verschleiß beschleunigt Rattern und Ausbrüche.
Wo Hartfräsen oft verliert
- scharfe Innenecken (verlangen winzige Werkzeuge und lange Auskragung);
- tiefe dünne Rippen und schmale Schlitze;
- Datums mit extremer Ebenheits-/Parallelitätsanforderung (Schleifen ist meist sicherer).
Wann EDM die richtige Lösung ist
EDM ist häufig die beste Wahl, wenn:
- das Teil bereits gehärtet ist und die Geometrie schwierig ist;
- Sie scharfe Innenecken, dünne Rippen, Messerkanten, tiefe Taschen brauchen;
- Fräsen sehr kleine Werkzeugdurchmesser mit hohem Ausbruchrisiko erfordern würde;
- Wiederholgenauigkeit in schmalen Merkmalen kritisch ist.
Drahterodieren — typische Anwendungen
- Konturschneiden von Stempeln/Matrizen und Präzisionsprofilen;
- Teile, bei denen Umfangsgenauigkeit Schlüsselanforderung ist.
Senkerodieren — typische Anwendungen
- tiefe Kavitäten, Rippen und für Fräsen unerreichbare Merkmale;
- Erzeugen scharfer Übergänge und kleiner Radien.
Hinweis: EDM profitiert oft von geplanten Startbohrungen und richtiger Spülung. Das wird am besten früh in der Prozessroute berücksichtigt.
Wie man Probleme der Oberflächenschicht nach EDM vermeidet
Damit die Oberfläche zuverlässig bleibt:
- Schlicht-EDM-Durchgänge für kritische Bereiche planen;
- die EDM/Recast-Schicht an Abdicht- und kosmetischen Flächen entfernen (Polieren oder leichtes Schleifen);
- richtiges Aufmaß lassen — EDM definiert die Geometrie gut, das Oberflächenfinish definiert oft die Werkzeugstandzeit.
Wann Schleifen der beste Schlichtschritt ist
Schleifen gewinnt, wenn Sie benötigen:
- Ebenheit und Parallelität an Trennlinien-/Abdichtflächen;
- Präzisionssitze, Führungspassungen und Referenz-Datums;
- niedrige Rauheit auf zugänglichen Ebenen/Zylindern.
Wie man Schleifbrand und Drift vermeidet
Die meisten Schleifprobleme kommen von Wärme. Praktische Gegenmaßnahmen:
- korrekte Scheibenwahl und regelmäßiges Abrichten;
- ausreichend Kühlmittel und stabile Parameter;
- stufenweiser Materialabtrag statt schwerer Einzeldurchgänge;
- Zwischenprüfung an dünnen oder empfindlichen Teilen.
Die häufigste Gewinner-Route: kombinierte Prozesskette
In der realen Werkzeugfertigung ist das beste Ergebnis meist eine Kombination:
- Schruppen im weichen / vorgehärteten Zustand (Aufmaße belassen);
- Wärmebehandlung (wie konstruktiv erforderlich);
- Kritische Datums schlichten (oft Schleifen);
- Formgebende Geometrie durch Hartfräsen und/oder EDM je nach Merkmal;
- Polieren/Texturieren und Prüfen.
Das reduziert das Geometriedrift-Risiko, weil der Großteil des Abtrags vor dem Härten erfolgt und Schritte nach dem Härten zu kontrollierten Schlichtoperationen werden.
Typische Ursachen für Ausbrüche und Geometriedrift — und wie man sie verhindert
1) Zu viel Aufmaß nach dem Härten Massenabtrag in die weiche Phase verlagern; Aufmaße nach dem Härten klein halten.
2) Lange Werkzeugauskragung + schwache Aufspannung Auskragung verkürzen, Stützung verbessern, Zwischenwerkzeuge nutzen.
3) Falsche Werkzeugbahn-Strategie Konstanten Eingriff und sanfte Verbindungen verwenden; Lastspitzen vermeiden.
4) Oberflächenüberhitzung (Fräsen/Schleifen/EDM) Wärme mit korrekten Parametern und Schlichtdurchgängen kontrollieren; geschädigte Oberflächenschicht bei Bedarf entfernen.
5) Keine Zwischenprüfung Datums und Schlüsselmaße nach Wärmebehandlung und nach Schlichten prüfen — billiger als Probleme bei der Montage zu beheben.
Promservice-Ansatz: Verfahrenswahl nach Aufgabe, nicht aus Gewohnheit
Im Werkzeugbau und in der Werkzeugreparatur wählen wir Bearbeitungsrouten, die liefern:
- genaue kritische Datums (Schleifen + Prüfung);
- stabile 3D-Flächen (Hartfräsen mit HSM-Strategien);
- komplexe Zonen und scharfe Ecken (EDM: Draht und Senken);
- vorhersehbares Schlichten mit minimaler Werkbankarbeit (Polieren und Einpassen).
Brauchen Sie die Bearbeitung gehärteter Werkzeugteile oder ein vollständiges Werkzeugprojekt?
Senden Sie 3D-Modell/Zeichnung, Werkstoffzustand und Oberflächen-/Toleranzanforderungen (Abdichtzonen, Politur-/Texturstufe). Wir schlagen eine praxistaugliche Route vor (Hartfräsen / EDM / Schleifen oder eine Kombination) und fertigen Teile, die Ausbrüche und Geometriedrift vermeiden.