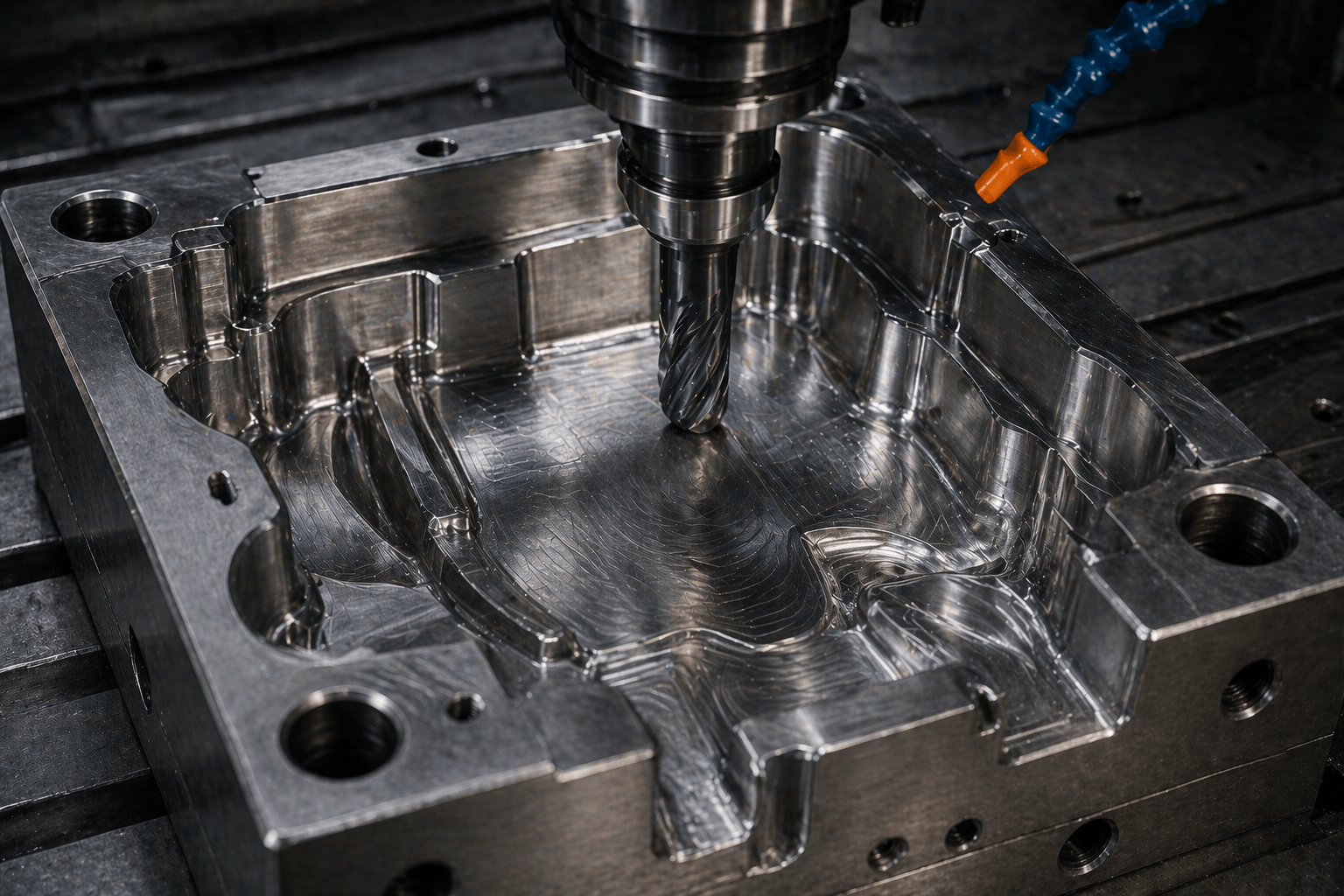
In einer Werkzeugkavität treffen Geometrie, Oberflächenqualität und Werkzeugstandzeit an einem Ort zusammen. Hier entstehen oft auch zusätzliche Stunden Werkbankarbeit: sichtbare Werkzeugspuren, Stufen an Übergängen, ungleichmäßiges Restaufmaß oder Bereiche, die manuell verblendet werden müssen.
Eine gut geplante CNC-Strategie hilft, gleichzeitig zwei wichtige Ergebnisse zu erreichen:
- stabile Geometrie (vorhersehbare Maße und Passungen);
- weniger Handarbeit / Polieren (schnellerer Anlauf und niedrigere Werkzeugkosten).
Bei Promservice ist die Werkzeugfertigung als geschlossene Prozesskette aufgebaut: Konstruktion → Bearbeitung (CNC-Fräsen, EDM) → Schleifen/Einpassen → Polieren und Prüfen. Deshalb planen wir CAM-Operationen vorab, sodass die Kavitätsoberfläche vorhersehbar und reproduzierbar ist — nicht „später korrigiert".
Im Folgenden ein praktischer Leitfaden zur Bearbeitung von Werkzeugkavitäten mit dem Workflow Schruppen → Vorschlichten → Schlichten, einschließlich HSM-Werkzeugbahnen, typischer Aufmaßlogik, Werkzeugauswahl für Werkzeugstähle und worauf bei der Oberflächenqualität zu achten ist.
Warum man die Kavität nicht „in einem Rutsch" fräsen kann
Die meisten Kavitäten sind keine einfachen ebenen Flächen. Sie kombinieren typischerweise:
- tiefe Taschen, die lange Werkzeugauskragung erfordern;
- geneigte 3D-Flächen, an denen das Werkzeugspurmuster zählt;
- Radien, an denen seitliches Schneiden Vibrationen verstärkt;
- kritische Abdichtungen und Trennmerkmale, an denen die Passung alles ist;
- Flächen, die poliert oder texturiert werden (wo Defekte am Teil sichtbar werden).
Wenn man direkt von „Material abtragen" zum „Schlichten" springt, erhält man meist variable Werkzeuglast, ungleichmäßiges Aufmaß, Rattern und eine Oberfläche, die manuelle Nacharbeit verlangt.
Der 3-Schritt-Workflow: Ziel jeder Stufe
1) Schruppen Ziel: schnell Volumen abtragen, dabei Aufspannung steif und Werkzeuglast stabil halten.
2) Vorschlichten Ziel: gleichmäßiges Restaufmaß schaffen, damit das Schlichten unter konstanten Bedingungen läuft.
3) Schlichten Ziel: Geometrie- und Oberflächenanforderungen mit minimalem Risiko und minimaler Werkbankarbeit erreichen.
Kerngedanke: Vorschlichten ist keine optionale Versicherung — es spart oft mehr Zeit, als es kostet.
1) Schruppen: HSM-Werkzeugbahnen mit konstanter Last
Für Werkzeugkavitäten arbeitet das Schruppen am besten mit Werkzeugbahnen, die den Eingriff steuern und die Schnittkräfte konstant halten:
- adaptives Räumen / dynamisches Fräsen;
- trochoidales Fräsen;
- Hochvorschub-Strategien, wo sinnvoll.
Werkzeugstähle mögen keine plötzlichen Überlasten. Konstanter Eingriff reduziert Rattern, verbessert die Werkzeugstandzeit und macht den Rest des Prozesses vorhersehbarer.
Wahl der Schruppstrategie für Ihre Kavität
- Tiefe Kavitäten: adaptive Werkzeugbahnen mit kontrolliertem Eingriff priorisieren, um Überlast in der Tiefe zu vermeiden.
- Breite Taschen: aggressiveres adaptives Räumen ist möglich, Spandicke jedoch unter Kontrolle halten.
- Dünne Wände / flexible Bereiche: Stützmaterial belassen, damit das Teil sich nicht „bewegt" und Wände nicht zu vibrieren beginnen.
Schruppaufmaß: wie viel stehen lassen
Es gibt keine einzige richtige Zahl, aber die Logik ist klar:
- zu wenig Aufmaß → Schlichten trifft starke Stellen, es entstehen Stufen/Rattern und lokale Hinterschnitte;
- zu viel Aufmaß → Vor- und Schlichten werden zu „weiterem Schruppen", was Zeit und Risiko erhöht.
Ein üblicher Startbereich (anschließend für reale Kavität, Stahl und Tiefe verfeinert):
- etwa 0,3–0,8 mm an Wänden/Flächen für Vor- und Schlichten lassen.
Werkzeugwahl beim Schruppen
Für Werkzeugstähle wird beim Schruppen typischerweise eingesetzt:
- Hartmetallfräser mit Eckenradius (haltbarere Schneide, geringeres Ausbruchsrisiko);
- Geometrie mit guter Spanabfuhr;
- möglichst kurze Werkzeugauskragung (mehr Länge = mehr Vibration).
Wenn lange Auskragung unvermeidbar ist, ist es oft besser, den Prozess zu teilen: kurzes Werkzeug für zugängliche Bereiche + längeres Werkzeug nur dort, wo nötig — anstatt alles mit einem langen Fräser machen zu wollen.
2) Vorschlichten: Aufmaß vergleichmäßigen und Schlichten „vorbereiten"
Vorschlichten macht Schlichten stabil. Ziel ist gleichmäßiges Restaufmaß überall.
Dieser Schritt entscheidet meist, ob Schlichten eine saubere, konsistente Oberfläche erzeugt — oder mit variabler Last „kämpft" und Spuren hinterlässt.
Typische Vorschlicht-Operationen
Restmaterialbearbeitung Was Schruppen nicht erreicht hat, abtragen (Verrundungen, schmale Bereiche, Übergänge).
Aufmaß-Vergleichmäßigung Konsistentes Aufmaß für Schlichten schaffen — keine Tieflagen, keine starken Bereiche.
Verrundungs- und Schnittpunkt-Cleanup (Pencil / Cleanup) Grate entlang von Flächenschnittpunkten beseitigen, wo Reste häufig sind.
Vorschlicht-Aufmaß: was für Schlichten lassen
Schlichten ist meist stabil, wenn nach dem Vorschlichten ein kleines, aber zuverlässiges Aufmaß bleibt. Üblich:
- 0,10–0,30 mm auf der Oberfläche (je nach Toleranz, Kavitätsgröße und Schlichtstrategie).
Sind EDM, Texturieren oder Hochglanzpolieren geplant, müssen Aufmaß und Routenführung abgestimmt sein, damit die gesamte Prozesskette konsistent bleibt.
Häufiger Fehler: Vorschlichten überspringen
Direkt vom Schruppen zum Schlichten zu gehen verursacht oft:
- ungleichmäßige Cusp-Höhen über die Fläche;
- Ratterspuren an Übergängen;
- lokale Hinterschnitte, wo Schruppen eine „Stufe" hinterlassen hat;
- mehr Werkbankarbeit und Polieren.
3) Schlichten: Oberflächenstrategie und Step-over-Steuerung
Schlichten ist selten „eine Werkzeugbahn". Verschiedene Bereiche der Kavität profitieren von unterschiedlichen Strategien:
- steile Wände schlichten oft am besten mit Waterline (Z-level);
- flache 3D-Flächen schlichten oft am besten mit Parallel, Spiral oder Morph;
- gemischte Flächen brauchen oft Constant Scallop / Morph, um die Werkzeugspurqualität konsistent zu halten.
Schlicht-Werkzeugbahnen nach Flächenneigung wählen
Eine praktische Regel:
- Überwiegend vertikal → Z-level (gleichmäßiges Stufenmuster über die Höhe).
- Überwiegend horizontal → Parallel/Spiral (stabiles Werkzeugspurmuster).
- Gemischte Übergänge → Constant Scallop oder Morph (gleichmäßige Cusp-Höhe über die Neigungen).
Step-over und Cusp-Höhe: CAM-Einstellungen mit Oberflächenqualität verknüpfen
Beim 3D-Schlichten ist der Schlüsselparameter die Cusp-Höhe. Geringere Cusp-Höhe bedeutet meist weniger Polierzeit.
Eine schnelle praktische Beziehung für ein Kugelfräser-Werkzeug:
h ≈ s² / (8R)wobeihdie Cusp-Höhe,sder Step-over undRder Werkzeugradius ist.
Beispiel: Bei R = 5 mm (Ø10 Kugelfräser) und Ziel h ≈ 0,005 mm beträgt der Step-over ca. 0,45 mm. Keine universelle Regel, aber sie hilft, „Oberflächenanforderung" in CAM-Parameter zu übersetzen.
Schlichtwerkzeuge: was die Oberfläche tatsächlich macht
Übliche Optionen:
- Kugelfräser (allgemeines 3D-Schlichten);
- Toroid-/Bull-Nose-Fräser für Wände und verblendete Radien — oft bessere Standzeit und „weichere" Werkzeugspur;
- Tonnenfräser (Barrel / Conical Barrel), wo Geometrie und CAM es zulassen, um die Schlichtproduktivität zu erhöhen, ohne Oberflächenqualität zu opfern.
Werkzeugwahl muss zu Zugang und Auskragung passen. Manchmal liefert ein etwas kleineres Werkzeug mit steifer Aufspannung eine bessere Oberfläche als ein größeres Werkzeug auf langer, instabiler Auskragung.
Werkzeugstähle: was für Werkzeug und Strategie zählt
Werkzeuge umfassen häufig Werkzeugstähle in unterschiedlichen Zuständen:
- vorgehärtete Stähle — leichter zu bearbeiten, aber stabile Geometrie und konsistentes Werkzeugspurmuster sind weiterhin nötig;
- gehärtete Stähle — erfordern ein strengeres Vorgehen: kurze Auskragung, stabiler Eingriff, hochwertige Werkzeuge und die richtige Werkzeugbahn.
Was Stabilität und Oberflächenqualität typischerweise verbessert:
- Werkzeugauskragung minimieren und steife Halter verwenden;
- scharfe Richtungswechsel und plötzliche Eingriffsspitzen vermeiden;
- Werkzeugverschleiß überwachen (ein verschlissenes Werkzeug ruiniert das Finish schneller, als viele erwarten);
- kritische „A-Flächen"-Schlichten nicht ans Ende der Werkzeuglebensdauer legen.
Oberflächen- und Geometriekontrolle: was während des Prozesses zu prüfen ist
Um „lange Werkbankarbeit" zu vermeiden, kontrollieren Sie zwei Parametergruppen.
1) Geometrie und Passungen
- Datums sowie Trenn-/Abdichtflächen;
- Einsatzsitze und Formkomponenten;
- Schlüssel-3D-Maße laut Zeichnung/Spezifikation;
- positionelle Wiederholgenauigkeit (besonders in Mehrkavitätenwerkzeugen).
2) Oberflächenqualität
- konsistentes Werkzeugspurmuster (keine „unterschiedlichen Texturzonen");
- keine Ratterwellen oder Vibrationskratzer;
- kontrollierte Rauheit / Finish für die geforderte SPI/VDI (sofern spezifiziert);
- keine lokalen Defekte in kosmetischen Bereichen.
Probleme nach dem Vorschlichten oder Schlichten zu erkennen, spart oft mehr Zeit, als es kostet — Sie beheben das Problem an der Maschine, nicht an der Werkbank.
Typische Probleme: warum die Finish-Qualität sinkt und Werkbankarbeit wächst
In den meisten Fällen sind es nicht „schlechte Maschinen", sondern eine Kombination häufiger Fehler:
- ungleichmäßiges Aufmaß (Vorschlichten übersprungen oder zu leicht) → instabiles Schlichten;
- Step-over zu groß → hohe Cusps und lange Polierzeit;
- zu lange Werkzeugauskragung → Rattern und sichtbare Spuren;
- falsche Werkzeugbahn für die Neigung (z. B. Parallel auf steilen Wänden) → Stufen und inkonsistentes Muster;
- schlechte Werkzeugreihenfolge → Schlichten muss schwere Reste abtragen;
- verschlissenes Werkzeug zum Schlichten → Finish bricht selbst bei „guten" CAM-Parametern zusammen;
- Spanabfuhrprobleme in tiefen Kavitäten → Wiederzerspanung von Spänen und Oberflächendefekte.
Werden diese Punkte früh adressiert, wird Schlichten vorhersehbar.
Promservice-Ansatz: weniger Handarbeit durch eine korrekte Prozessroute
In der Werkzeugfertigung wollen wir Oberflächenqualität bereits in der CAM-Phase „einbauen":
- HSM-Werkzeugbahnen für stabilen Werkzeugeingriff verwenden;
- eine kontrollierte Kette Schruppen → Vorschlichten → Schlichten mit Aufmaßmanagement fahren;
- CNC-Fräsen mit EDM nur dort kombinieren, wo es Qualität und Reproduzierbarkeit wirklich verbessert;
- Schleifen, Einpassen und Polieren von Werkzeugkomponenten durchführen;
- Geometrie und Oberflächenqualität an kritischen Stufen prüfen.
Das Ziel ist nicht nur ein schönes Erstmuster, sondern stabile Geometrie- und Oberflächenleistung in der Serie bei minimalen Wartungskosten.
Brauchen Sie Kavitätenbearbeitung oder ein Turnkey-Werkzeug?
Senden Sie Ihr 3D-Modell/Ihre Zeichnung, Oberflächenanforderungen (SPI/VDI, akzeptable Spuren), Stahl/Härte und geplantes Volumen. Promservice schlägt eine praxistaugliche Bearbeitungsroute vor und fertigt Werkzeuge, die stabile Geometrie und minimalen Finishing-Aufwand zum Anlauf erreichen.