Viele Industrieprodukte erfordern ein Kunststoffteil, das ein metallisches Funktionselement trägt: eine Gewindebuchse, einen Stift, eine Hülse, einen Kontakt, eine Achse oder ein Verbindungselement. Der klassische Ansatz ist, das Teil zunächst zu spritzen und das Einlegeteil in einem separaten Arbeitsschritt einzusetzen (Einpressen, Einschmelzen, Kleben). Es gibt aber einen anderen Weg, der in der Serie oft ein besseres Ergebnis liefert: das Umspritzen von Einlegeteilen, auch Insert Molding genannt.
Bei diesem Verfahren wird das Metalleinlegeteil vor dem Einspritzen in die Werkzeugkavität eingelegt, und der Kunststoff umfließt es zur fertigen Baugruppe in einem Zyklus. Promservice fertigt sowohl die Werkzeuge als auch die gespritzten Teile, sodass Metall und Kunststoff in einem Produktionszyklus mit Qualitätssicherung in jeder Phase zusammenkommen.
Was ist Insert Molding?
Insert Molding ist eine Variante des Spritzgusses, bei der ein vorgefertigtes Element (in der Regel aus Metall) in das Werkzeug eingelegt und der Kunststoff darum geformt wird. Beim Werkzeugöffnen erhält man eine fertige Baugruppe — ein Teil mit bereits integriertem Metallelement, ohne nachträgliche Montageschritte.
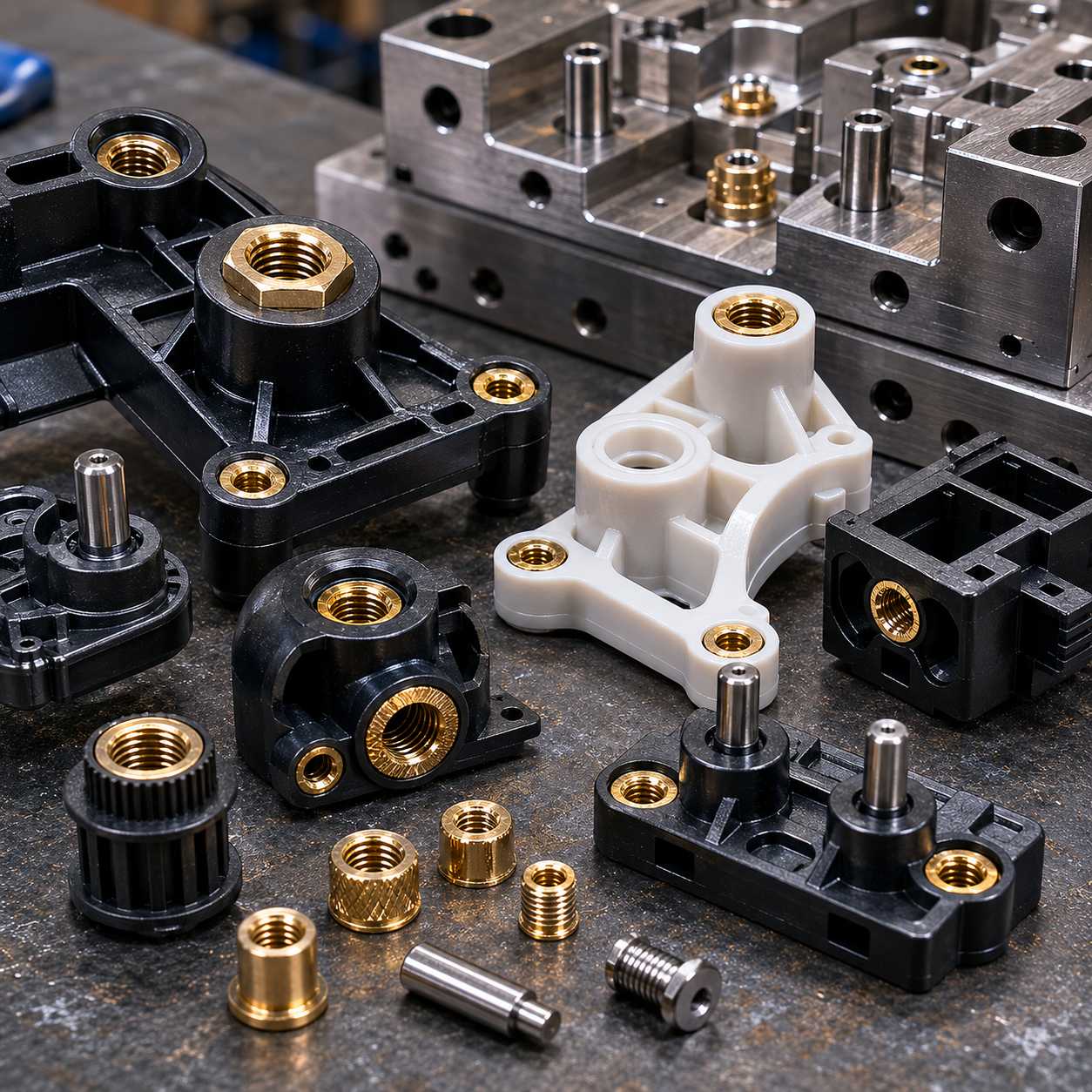
Einlegeteile gibt es in vielen Ausführungen:
- Gewindebuchsen (für Schrauben oder Bolzen);
- glatte und Gewindehülsen, Stützringe;
- Stifte, Achsen, Wellen;
- Kontakte und Klemmen für die Elektronik;
- dekorative oder funktionale Metallelemente;
- Verstärkungselemente für kritische Bereiche.
Das Verfahren eignet sich sowohl für kleine profilierte Einsätze als auch für lange zylindrische Bauteile — entscheidend ist nur, dass das Einlegeteil der Schmelztemperatur und den Einspritzkräften standhält.
Warum Kunden Insert Molding der Nachmontage vorziehen
Wenn die Alternative ein separater Arbeitsschritt nach dem Spritzguss ist, bietet Insert Molding mehrere wirtschaftliche und technische Vorteile.
Weniger Arbeitsschritte im Produktionszyklus. Statt zwei oder drei Operationen (Spritzen → Einsetzen → Prüfen) erhält man die fertige Baugruppe in einem Schuss. Das senkt die Kosten und reduziert das Fehlerrisiko.
Bessere mechanische Verbindung. Der Kunststoff umfließt das Einlegeteil und bildet dessen Geometrie nach — Rändelung, Verdickungen, Nuten. Auszugskraft und Drehmoment solcher Verbindungen übertreffen häufig die Werte nachträglich eingesetzter Einlegeteile.
Präzise Positionierung. Die Lage des Einlegeteils wird vom Werkzeug bestimmt, nicht vom Bediener. Der menschliche Faktor entfällt und die Wiederholgenauigkeit zwischen den Teilen wird gesichert.
Geringeres Risiko, den Kunststoff zu beschädigen. Beim Einschmelzen oder Einpressen kann der Kunststoff reißen, besonders bei spröden oder gefüllten Werkstoffen. Beim Insert Molding entsteht der Kunststoff "an Ort und Stelle" — ohne zusätzliche Belastung des fertigen Teils.
Weniger Montageaufwand beim Kunden. Die Baugruppe kommt bereits fertig — die Montagelinien werden einfacher.
Typische Anwendungen
Insert Molding wird überall dort eingesetzt, wo ein Metallelement fest mit dem Kunststoff verbunden werden muss und das Teil ein Serienteil ist.
Die häufigsten Beispiele:
- Elektrotechnik und Elektronik — Gehäuse mit integrierten Kontakten, Klemmen, Buchsen; Kunststoffhalter mit Gewindeeinsätzen für die Leiterplattenmontage;
- Beschläge und Verbindungselemente — Kunststoffgriffe mit Gewindeeinsätzen; Dekorelemente mit verdeckter Metallbefestigung;
- Automotive-Komponenten — Halter mit Hülsen, Kunststoffdeckel mit Gewindeeinsätzen, Sensorgehäuse;
- Sanitär- und Industriearmaturen — Kunststoffbaugruppen mit Gewindeeinsätzen für mehrfache Montage und Demontage;
- Werkzeuge und Geräte — Gehäuse mit Metalleinsätzen für Wellen, Hülsen oder Stifte;
- Möbel und Haushaltsgeräte — Verschraubungspunkte mit Gewindeeinsätzen im Kunststoffkörper.
Das gemeinsame Merkmal ist der Bedarf an einer wiederholbar belastbaren oder kraftübertragenden Verbindung, die der Kunststoff allein nicht leisten kann.
Was die Qualität des Insert Molding bestimmt
Die Qualität der fertigen Baugruppe hängt nicht nur vom Spritzguss ab, sondern auch von der Auslegung des Einlegeteils, dem Werkzeug und der korrekten Prozesseinstellung.
Gestaltung des Einlegeteils. Die Oberfläche wird üblicherweise gerändelt, balliert oder genutet, damit sich der Kunststoff mechanisch verzahnen kann. Bei kritischen Verbindungen wird die Geometrie auf die Auszugskraft und das Lösemoment ausgelegt.
Das Werkzeug. Präzise Aufnahmen für das Einlegeteil, zuverlässige Zentrierung sowie ein guter Zugang für Bediener oder Roboter sind erforderlich. In der Serie sind Ladegeschwindigkeit und Positionierwiederholgenauigkeit entscheidend.
Vorbereitung des Einlegeteils. Die Oberfläche muss sauber sein, frei von Öl und Korrosion. Bei bestimmten Polymeren und zur Verbesserung der Haftung kann das Einlegeteil vorgewärmt werden.
Prozessparameter. Temperatur und Druck werden so eingestellt, dass der Kunststoff das Einlegeteil zuverlässig umfließt, ohne übermäßige Spannungen aufzubauen. An der Grenzfläche Metall/Kunststoff können Eigenspannungen entstehen — sie werden in der Bauteilauslegung berücksichtigt.
Prüfung der fertigen Baugruppe. Sitz des Einlegeteils, Freiheit von Graten und Brandstellen um das Einlegeteil sowie Lösemoment oder Auszugskraft werden bei kritischen Teilen geprüft.
Werkzeugbesonderheiten für Insert Molding
Ein Werkzeug für Insert Molding hat mehrere spezifische Anforderungen:
- Aufnahmetaschen für die Einlegeteile mit dem richtigen Spiel und korrekter Zentrierung;
- Schutz gegen Verschieben des Einlegeteils beim Einspritzen — Fixierung durch Magnete, Federn oder Stifte;
- einfacher Beladezugang — offene Ausführung oder automatisierte Zuführung;
- Entlüftung genau um das Einlegeteil herum (Luft darf nicht zwischen Kunststoff und Metall eingeschlossen werden);
- Kühlung, die die Wärmekapazität des Metalls berücksichtigt — das Einlegeteil hält die Wärme länger;
- Wartungsfreundlichkeit — Kontaktzonen am Einlegeteil verschleißen schneller und werden häufig als auswechselbare Werkzeugeinsätze ausgeführt.
Promservice konstruiert solche Werkzeuge unter Berücksichtigung der geplanten Stückzahl, des Automatisierungsgrads und der zulässigen Beladezeit.
Manuelle Beladung oder Automatisierung
Bei Klein- und Mittelserien werden Einlegeteile häufig manuell beladen — das ist günstiger und einfacher. Bei Großserien oder komplexer Geometrie kommen halb- oder vollautomatische Lösungen zum Einsatz:
- Manipulatoren oder Roboter für die Einlegeteilzuführung;
- Magazinzuführung für große Stückzahlen;
- Sensor- oder Vision-Systeme zur Prüfung der Einlegeteilpräsenz vor dem Einspritzen (Poka Yoke).
Die Wahl hängt von der Zykluszeit, der Anzahl der Einlegeteile pro Teil und den Kosten eines Fehlers (ein Teil ohne Einlegeteil oder mit verschobenem Einlegeteil) ab.
Typische Fehler und wie man sie vermeidet
Einige "klassische" Probleme wiederholen sich von Projekt zu Projekt:
- Keine Rändelung / Profilierung am Einlegeteil. Der Kunststoff hält das Einlegeteil nicht, das Lösemoment sinkt. Lösung: durchdachte Einlegeteilgeometrie bereits in der Bauteilkonstruktion.
- Risse im Kunststoff um das Einlegeteil. Entstehen durch zu hohe Spannungen oder falsche Temperatur. Lösung: Bauteilauslegung (Wandstärke um das Einlegeteil) und Prozessparameter.
- Verschiebung des Einlegeteils beim Einspritzen. Schwache Fixierung im Werkzeug oder ein zu aggressives Geschwindigkeitsprofil. Lösung: Aufnahmetasche, Fixierelemente, Prozesskorrektur.
- Grat um das Einlegeteil. Hinweis auf eine ungenaue Aufnahme oder Werkzeugverschleiß. Lösung: Nacharbeit der Aufnahme oder Austausch der Werkzeug-Wechseleinsätze.
- Ungeschützte Gewinde oder Funktionsflächen. Gelangt Kunststoff auf das Gewinde, ist das Teil Ausschuss. Lösung: präzise Werkzeuggeometrie und Schutzelemente (Anschlagstifte).
Promservice berücksichtigt diese Punkte bereits in der Werkzeugauslegung, damit die Serie stabil läuft.
Warum Insert Molding eine Stärke von Promservice ist
Insert Molding gelingt, wenn drei Kompetenzen in einem Zyklus zusammenwirken: Werkzeugengineering, Spritzguss und Herstellung/Vorbereitung der Metalleinlegeteile. Promservice deckt alle drei ab:
- eigener Werkzeugbau (CNC-Fräsen, Drehen, EDM, Schleifen) — zur Fertigung der Einlegeteile oder der dazugehörigen Werkzeugkomponenten;
- Werkzeugfertigung mit Aufnahmetaschen, Entlüftung und Kühlung für das Hybridteil;
- Serien-Spritzguss auf Spritzgießmaschinen mit Qualitätskontrolle der fertigen Baugruppe;
- Service und Modernisierung der Werkzeuge für lange Serienläufe ohne Genauigkeitsverlust.
Der Kunde muss nicht mehrere Auftragnehmer koordinieren: ein einziger Betrieb verantwortet die gesamte Kette Metall + Kunststoff.
Benötigen Sie Insert Molding in der Ukraine?
Promservice führt Umspritzen von Metalleinlegeteilen aus — von der Werkzeugauslegung bis zur Serienproduktion fertiger Metall-Kunststoff-Baugruppen. Senden Sie uns Zeichnungen des Teils und der Einlegeteile — wir schlagen die optimale Auslegung vor, bewerten die Fertigungsgerechtheit und liefern eine stabile Produktion mit der gewünschten Verbindungsfestigkeit.