Das Angusssystem ist das "Kreislaufsystem" eines Werkzeugs und führt die Schmelze von der Maschinendüse zu den Kavitäten. Von seinem Typ hängen Materialabfall, Zykluszeit, Bauteilqualität und der Wartungsaufwand des Werkzeugs ab. Die beiden Grundkonzepte — Kaltkanal und Heißkanal — haben grundlegend unterschiedliche Stärken und Schwächen.
In diesem Beitrag analysieren wir die technischen Vorteile und Nachteile jedes Systems: wie sie sich auf Defekte, Wartung, Werkstoffverträglichkeit und Umrüstung auswirken. (Wenn Sie speziell an der Wirtschaftlichkeit und der Amortisationsrechnung eines Heißkanals interessiert sind, ist das ein eigenes Thema, das in einem gesonderten Beitrag ausführlicher behandelt wird.) Promservice konstruiert und fertigt beide Werkzeugtypen in der Ukraine und wählt das System für das konkrete Teil und die Produktionsbedingungen aus.
Wie jedes System funktioniert — kurz
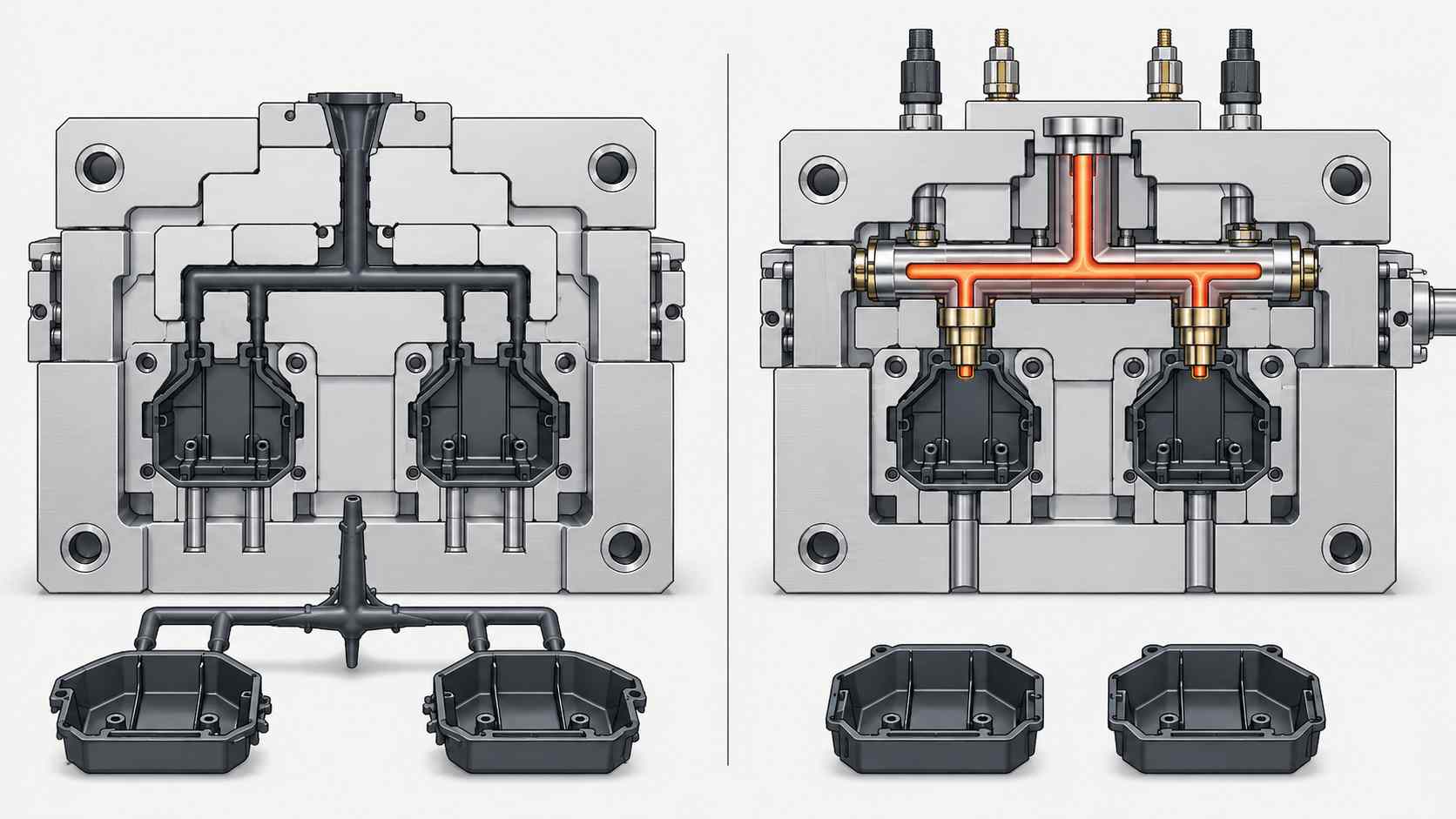
Kaltkanal. Die Schmelze wird über Anguss und Angusskanäle geführt, die Teil der Werkzeugplatten sind. Dieses System kühlt jeden Zyklus zusammen mit dem Teil ab, danach wird der Anguss vom Produkt getrennt. Der Anguss ist Prozessabfall oder eine Quelle für Mahlgut; er darf nur dann wieder in den Prozess zurückgeführt werden, wenn Werkstoffeigenschaften, Bauteilanforderungen und Prozessvorgaben dies zulassen.
Heißkanal. Verteiler und Düsen werden beheizt und halten das Polymer im Angusssystem ständig schmelzflüssig. Das Teil wird über beheizte Düsen gefüllt, ohne dass ein separater „fester“ Anguss entsteht. Das reduziert Angussverluste, schließt Abfall beim Anfahren, Spülen, Material- oder Farbwechsel sowie bei Wartungsarbeiten jedoch nicht aus.
Vorteile eines Kaltkanalwerkzeugs
Der Kaltkanal bleibt das verbreitetste Konzept — und das nicht zufällig. Seine Stärken:
- Konstruktive Einfachheit. Weniger Komponenten, keine Heizungen und Thermoelemente — weniger, das ausfallen kann.
- Niedrigere Anfangskosten des Werkzeugs. Das Werkzeug ist günstiger zu fertigen.
- Einfachere Wartung. Kein komplexes Heißkanalsystem, das gewartet und diagnostiziert werden muss.
- Geeignet für häufige Umrüstungen. Das Schmelzevolumen, das beim Werkstoff- oder Farbwechsel entfernt werden muss, ist oft kleiner als bei einem Heißkanal. Die tatsächliche Umrüstgeschwindigkeit hängt jedoch weiterhin von Werkstoff, Werkzeugauslegung und Anforderungen an die Farbreinheit ab.
- Für viele Werkstoffe geeignet. Ein Kaltkanal ist häufig ein sicherer Ausgangspunkt für Werkstoffe mit engem Verarbeitungstemperaturfenster.
- Geringeres Degradationsrisiko. Das Material verweilt nicht lange in einem beheizten System.
Nachteile eines Kaltkanalwerkzeugs
Die Kehrseite der Einfachheit:
- In jedem Zyklus entsteht Angussmaterial. Diese zusätzliche Masse muss entsorgt, aufbereitet oder als Prozessabfall berücksichtigt werden.
- Der Zyklus kann länger werden. Ein schwerer Anguss muss gegebenenfalls abkühlen, bevor das Werkzeug öffnet. Das ist jedoch geometrieabhängig; häufig bestimmt die Kühlung des Bauteils selbst die Zykluszeit.
- Zusätzliche Arbeitsschritte. Trennen und Beschneiden des Angusses, teils von Hand.
- Angussspuren. Am Teil bleibt eine Abrissstelle, die manchmal nachgearbeitet werden muss.
- Einschränkungen bei teuren Werkstoffen. Der Verlust technischer Kunststoffe im Anguss belastet die Stückkosten erheblich.
Vorteile eines Heißkanalwerkzeugs
Der Heißkanal wurde gerade entwickelt, um die Schwächen des Kaltkanals zu beseitigen:
- Kein separater Kaltanguss in jedem Zyklus. Das reduziert Materialverbrauch und Angusshandling, besonders bei teuren Werkstoffen und Mehrkavitätenwerkzeugen.
- Potenziell kürzere Zyklen. Wenn die Kühlung des Angusses der begrenzende Faktor war, kann dessen Wegfall den Ausstoß erhöhen. Eine Zyklusverkürzung ist nicht automatisch gegeben, weil oft die Bauteilkühlung die Hauptbegrenzung bleibt.
- Weniger Handarbeit. Kein Angussbeschnitt — besser für Automatisierung geeignet.
- Sinnvoll für lange, stabile Produktionsprogramme. Bei richtig gewähltem System können Vorteile bei Materialeinsatz, Produktivität und Automatisierung die höheren Anfangskosten ausgleichen.
- Anschnittflexibilität. Möglichkeit, an optimalen Punkten komplexer Teile anzuspritzen und die Füllreihenfolge zu steuern (kaskadenförmiges Anspritzen).
- Bessere Ästhetik im Anschnittbereich bei vielen Produkten.
Nachteile eines Heißkanalwerkzeugs
Das komplexere und produktivere System hat seinen Preis:
- Hohe Anfangskosten. Verteiler, Heizungen, Thermoelemente, Verkabelung — das Werkzeug ist deutlich teurer.
- Komplexität in Konstruktion und Einstellung. Erfordert präzise Temperaturführung sowie korrektes Anfahren und Abschalten.
- Mehr Ausfallstellen. Heizungen, Thermoelemente, Dichtungen — all das kann ausfallen.
- Risiko der Materialdegradation bei falschem Prozessfenster. Überhitzung, lange Verweilzeiten und Stagnationszonen können Farbänderungen, schwarze Punkte, Geruch oder schlechtere Werkstoffeigenschaften verursachen.
- Farb- und Werkstoffwechsel müssen validiert werden. Manche Systeme lassen sich schnell spülen, andere benötigen ein größeres Spülvolumen. Dies hängt von Verteilergröße, Werkstoff, Kanalgeometrie und Anforderungen an die Farbreinheit ab.
- Teurerer und komplexerer Service. Die Reparatur von Heißkanalkomponenten erfordert Fachwissen und Ersatzteile.
Typische Defekte im Zusammenhang mit dem Angusssystem
Jedes Konzept hat seinen eigenen "Satz" charakteristischer Probleme, die man vorab kennen sollte.
Beim Kaltkanal:
- unvollständige Füllung durch zu kleinen Angussquerschnitt oder Füllungleichgewicht der Kavitäten;
- Spuren und Grat im Bereich des Angussabrisses;
- Instabilität durch Schwankungen der Angusskühlung.
Beim Heißkanal:
- "Fadenbildung" und Nachtropfen aus den Düsen bei falscher Einstellung;
- Brandstellen durch Überhitzung oder Materialstillstand im Verteiler;
- schwarze Einschlüsse (degradiertes Polymer) bei schlechtem Spülen;
- Füllungleichgewicht bei falscher Verteilerbalancierung;
- Probleme beim Anfahren/Abschalten (Erstarren des Materials im Düsenbereich).
Die Kenntnis dieser Risiken ermöglicht es, das System richtig auszulegen und den Prozess einzustellen.
Werkstoffverträglichkeit
Der Typ des Angusssystems muss auf den Werkstoff abgestimmt werden:
- Wärmeempfindliche oder degradationsanfällige Werkstoffe wie PVC, POM und einige Spezialcompounds erfordern besondere Aufmerksamkeit bei Verweilzeit, Temperaturgleichmäßigkeit und dem Vermeiden von Stagnationszonen. Ein Heißkanal ist möglich, braucht jedoch ein dafür ausgelegtes System und eine strenge Prozessführung.
- Glasfaser- und mineralgefüllte Compounds erhöhen den Verschleiß von Kanälen, Düsen und Anschnitten. Abrasivität, zulässige Scherung sowie verschleißfeste Werkstoffe oder Beschichtungen sollten bewertet werden.
- Hochwertige technische Kunststoffe können wegen der Materialeinsparung ein wichtiges Argument für den Heißkanal sein; sie muss jedoch gemeinsam mit System- und Servicekosten kalkuliert werden.
Die richtige Abstimmung des Systems auf den Werkstoff ist Teil einer fundierten Werkzeugauslegung.
Hybride Lösungen
In der Praxis wird nicht immer ein "reines" Konzept gewählt. Kombinationen sind möglich:
- Heißkanal mit kalter Unterverteilung. Ein beheizter Verteiler bringt die Schmelze zu einer Kavitätengruppe, danach verteilen kurze Kaltkanäle sie weiter. Das ist ein Kompromiss zwischen Ersparnis und Einfachheit.
- Kaskadenförmiges (sequenzielles) Anspritzen im Heißkanal für große oder lange Teile — zur Steuerung von Bindenähten und Füllung.
Solche Lösungen vereinen die Stärken beider Ansätze für ein konkretes Teil.
Wie Sie das richtige Angusssystem wählen
Die endgültige Entscheidung sollte technische und wirtschaftliche Faktoren zusammenführen:
- Bauteilgeometrie, zulässige Anschnittpositionen und Oberflächenanforderungen;
- thermische Stabilität, Abrasivität und zulässiger Mahlgutanteil des Werkstoffs;
- Teile- und Angussgewicht;
- Kavitätenzahl, Füllbalance und erforderlicher Ausstoß;
- geplante Jahresmenge und Gesamtstückzahl über die Produktlebensdauer;
- Bedarf an automatischer Angussabtrennung und nachfolgender Montage;
- Häufigkeit von Farb-, Werkstoff- oder Produktwechseln;
- Verfügbarkeit von Regler, Service und Ersatzteilen;
- Kosten für Werkzeug, Material, Zykluszeit, Wartung und mögliche Stillstände.
Ein Kaltkanal eignet sich häufig für Prototypenwerkzeuge, begrenzte Stückzahlen, einfache Bauteile und Projekte mit häufigen Änderungen. Ein Heißkanal sollte bei stabiler Serienfertigung, teurem Werkstoff, schwerem Anguss, komplexer Geometrie, hohen Automatisierungsanforderungen oder mehreren Anschnittpunkten geprüft werden.
Diese Leitlinien ersetzen keine projektspezifische Berechnung. Das beste System ergibt sich aus Bauteil, Werkstoff und Produktionsprogramm.
Wie Promservice das Angusssystem auswählt
Promservice betrachtet das Angusssystem als Teil der umfassenden Werkzeugauslegung. Je nach Aufgabe können wir:
- das Teil, den Werkstoff und die geplante Stückzahl analysieren;
- einen Kalt-, Heiß- oder Hybridkanal mit Begründung vorschlagen;
- das System mit zuverlässiger Füllung, Balancierung und Wartungsfreundlichkeit auslegen;
- das Werkzeug im eigenen Haus fertigen;
- Erprobungen durchführen und den Prozess einstellen;
- Kunststoffteile auf eigenen Spritzgießmaschinen in Serie fertigen;
- Service, Reparatur und Modernisierung von Werkzeugen und Angusssystemen über den gesamten Werkzeuglebenszyklus übernehmen.
Benötigen Sie ein Werkzeug mit dem passenden Angusssystem?
Senden Sie uns eine Zeichnung oder ein 3D-Modell sowie Informationen zum Werkstoff, zu den Bauteilanforderungen und zur erwarteten Stückzahl. Die Spezialisten von Promservice bewerten die Fertigungsgerechtigkeit, helfen bei der Auswahl von Kalt- oder Heißkanal und entwickeln eine technische Lösung für eine stabile Serienfertigung.
Wir bieten den kompletten Produktionszyklus: Konstruktion und Fertigung von Spritzgusswerkzeugen, Erprobung und Optimierung der Werkzeuge sowie die Serienfertigung von Kunststoffteilen auf eigenen Spritzgießmaschinen.
Kontakt aufnehmen
Vertretungsbüro Deutschland: +49 371 2838 35 36
E-Mail: sales@promservice.de
Paracelsusstr. 13, 09114 Chemnitz, Deutschland