Beim Bestellen eines Spritzgießwerkzeugs stehen oft Kavitätenzahl, Stahl und Teilqualität im Fokus. In der Serie kann jedoch das Angusssystem ebenso stark auf die Wirtschaftlichkeit des Projekts einwirken. Die Wahl zwischen Kaltkanal und Heißkanal beeinflusst:
- Materialverbrauch und Ausschuss;
- Zykluszeit und Produktivität;
- Teileoptik (Anschnittspuren) und Wiederholgenauigkeit;
- Werkzeugpreis und Wartungsaufwand.
Promservice konstruiert und fertigt Spritzgießwerkzeuge, einschließlich Heißkanal- und Kaltkanalsysteme. Wir helfen Kunden, die Variante auszuwählen, die zu ihrem Produktionsvolumen, ihrem Werkstoff und ihren Qualitätsanforderungen passt — und können das Werkzeug über den gesamten Lebenszyklus mit Wartung, Reparatur und Modernisierung begleiten.
Kaltkanal: einfach und flexibel
Ein Kaltkanal-Werkzeug fördert die Polymerschmelze von der Maschinendüse über einen Anguss und Verteilerkanäle, die Bestandteil der Werkzeugplatten sind. Nach jedem Schuss erstarrt der Anguss zusammen mit dem Teil und wird entfernt.
Kaltkanal wird häufig gewählt, weil er bietet:
- niedrigere Werkzeug-Erstkosten (einfachere Konstruktion, weniger Komponenten);
- einfachere Einrichtung und Wartung in vielen Projekten;
- schnellen Material- oder Farbwechsel (wichtig bei kurzen Serien);
- gute Eignung für Prototypen und kleine bis mittlere Serien.
Allerdings wird der Anguss zu Mahlgut oder Abfall. In manchen Branchen lässt sich der Anguss wiederverwerten, in anderen (kosmetische Teile, bestimmte technische Anforderungen, zertifizierte Produkte) ist Mahlgut begrenzt oder unzulässig.
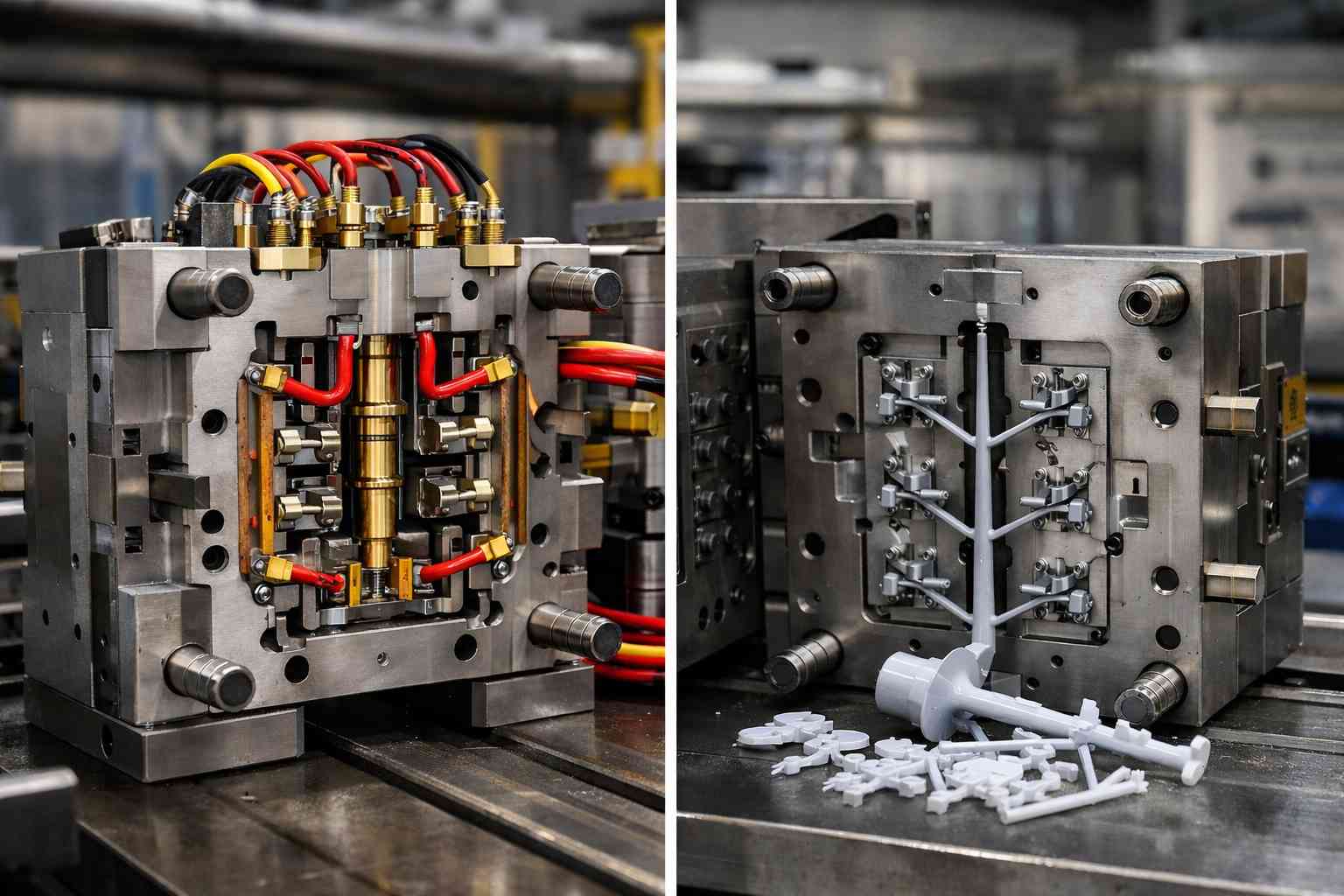
Heißkanal: weniger Abfall und höhere Produktivität
Ein Heißkanal-Werkzeug enthält einen beheizten Verteiler und Düsen, die das Polymer im Verteilerweg flüssig halten. Das Teil wird über beheizte Düsen direkt in die Kavitäten gefüllt, sodass kein erstarrter Anguss je Zyklus entfernt werden muss.
Heißkanal wird typischerweise gewählt für:
- Materialeinsparungen (besonders wenn das Angussgewicht relevant ist);
- kürzere Zykluszeiten (kein Kühlen eines Angusses, weniger Handling);
- bessere Automatisierung (weniger manuelles Trennen/Entgraten);
- stabiles, wiederholgenaues Spritzgießen in der Großserie.
Gleichzeitig sind Heißkanäle komplexer. Sie erfordern eine korrekte Temperaturführung, richtige Anfahr-/Abschaltprozeduren und planmäßige Wartung — sonst können Probleme wie Nachtropfen, Fadenziehen, Überhitzung oder Leckagen auftreten.
Schnellvergleich: Was sich wirklich ändert
Kaltkanal punktet meist mit Einfachheit. Heißkanal punktet meist mit langfristiger Effizienz.
Wichtige praktische Unterschiede:
- Werkzeuginvestition: Kaltkanal ist günstiger; Heißkanal ist teurer in der Anschaffung.
- Ausschuss und Recycling: Kaltkanal erzeugt Angussabfall; Heißkanal minimiert Ausschuss.
- Zykluszeit: Kaltkanal benötigt oft zusätzliche Kühlzeit; Heißkanal kann schneller sein.
- Wechsel: Kaltkanal ist einfacher bei häufigem Material-/Farbwechsel; Heißkanal erfordert sorgfältigeres Spülen.
- Teileoptik: Heißkanal erlaubt häufig bessere Anschnittästhetik (abhängig von Anschnittart und Teilkonstruktion).
- Wartung: Heißkanal benötigt mehr Aufmerksamkeit (Heizungen, Thermofühler, Dichtungen, Verkabelung).
Wann ein Kaltkanal-Werkzeug die beste Wahl ist
Kaltkanal ist meist optimal, wenn:
- die Produktionsmenge klein oder mittel ist;
- häufige Farb-/Materialwechsel anstehen;
- das Polymer preiswert ist und Anguss-Wiederverwendung erlaubt ist;
- Sie für ein neues Projekt das wirtschaftlichste Werkzeug benötigen;
- die Teilegeometrie eine einfache Angusstrennung und Nachbearbeitung erlaubt;
- Sie eine robuste, einfach zu fahrende Lösung für unterschiedliche Schichten wünschen.
In der Praxis sind Kaltkanal-Werkzeuge oft die richtige Entscheidung für Lohnfertigung mit gemischten Aufträgen, Pilotchargen und Produkten mit häufigen Änderungen.
Wann sich ein Heißkanal-Werkzeug rechnet
Heißkanal wird typischerweise wirtschaftlich gerechtfertigt, wenn:
- das Projekt großvolumig ist (Dauerbetrieb oder lange Serien);
- das Polymer teuer ist (Konstruktionskunststoffe, Spezialcompounds);
- das Verhältnis Anguss-zu-Teil-Gewicht hoch ist (Anguss „zu schwer");
- die Zykluszeit kritisch und die Presse Engpass ist;
- Automatisierung geplant ist und weniger manuelle Nacharbeit gewünscht wird;
- Anschnittästhetik und Wiederholgenauigkeit strenge Anforderungen sind.
In der Großserie können selbst kleine Einsparungen pro Zyklus zu erheblichen Jahresersparnissen führen — daher sind Heißkanallösungen in großen Serien üblich.
Wie man den ROI abschätzt: ein praktischer Ansatz
Die Amortisation ist keine einzelne „Wunderzahl". Es ist ein einfacher Vergleich aus zusätzlichen Werkzeugkosten und Einsparungen in der Produktion.
Schritt 1 — Zusätzliche Werkzeugkosten schätzen Heißkanal-Werkzeuge kosten mehr aufgrund von Verteiler, beheizten Düsen, Temperaturregelkomponenten und höherer Montagekomplexität.
Schritt 2 — Materialeinsparungen berechnen Schätzen Sie das Angussgewicht eines Kaltkanal-Werkzeugs (g) und multiplizieren Sie es mit dem Materialpreis (€/kg). Anschließend mit der Stückzahl pro Jahr multiplizieren. Wenn Mahlgut zulässig ist, einen realistischen Mahlgutanteil und Qualitätsgrenzen ansetzen.
Schritt 3 — Zykluszeiteinsparungen berechnen Schon 1–2 Sekunden weniger Zykluszeit können den Ausstoß pro Schicht erhöhen. Eingesparte Sekunden in zusätzliche Teile pro Stunde umrechnen und den Wert zusätzlicher Maschinenkapazität bewerten.
Schritt 4 — Sekundäre Einsparungen einbeziehen Heißkanal kann Personalaufwand für Trennen und Handling reduzieren, das Verpackungsvolumen verringern (keine Angüsse) und die Prozessstabilität verbessern — was häufig die Ausschussrate senkt.
Eine einfache ROI-Formel:
- Amortisationszeit = (zusätzliche Heißkanalkosten) / (jährliche Einsparung)
Promservice kann bei der Schätzung dieser Eingangsgrößen in der Engineering-Phase unterstützen — auf Basis von Teilegeometrie, Material, Kavitätenanordnung und erwarteten Stückzahlen.
Häufige Fehler bei der Wahl des Angusssystems
Um teure Nacharbeit zu vermeiden, achten Sie auf diese typischen Fallen:
- Heißkanal für ein Projekt mit häufigen Farbwechseln und kurzen Serien wählen;
- Angussgewicht und Ausschusskosten im Kaltkanal-Werkzeug unterschätzen;
- Anforderungen an die Anschnittlage ignorieren (Optik, Bindenähte, Festigkeitszonen);
- die Kühlung nicht korrekt planen (Zykluszeitverlust und Verzug);
- die Wartung von Heißkanalkomponenten nicht einplanen.
Die beste Wahl ist immer die, die zu Ihrer Produktionsrealität passt — nicht einfach die „teurere" oder „modernere" Variante.
Promservice-Ansatz: Engineering-geführte Auswahl
Wir betrachten die Wahl des Angusssystems als Teil der gesamten Werkzeugkonstruktion. Je nach Projektzielen können wir:
- Zeichnungen und Produktionsplan analysieren (Losgröße, Schichten, Automatisierung);
- ein Kaltkanal- oder Heißkanal-Konzept mit Kavitätenanordnung und Anschnittgestaltung vorschlagen;
- ein Werkzeug mit zuverlässiger Kühlung, Entlüftung und Wartbarkeit konstruieren;
- das Werkzeug fertigen, Probeläufe durchführen und den Prozess bei Bedarf abstimmen;
- Service leisten: Wartung, Reparatur, Aufarbeitung und Modernisierung.
Wenn Sie bereits ein laufendes Werkzeug besitzen, können wir auch beurteilen, ob eine Modernisierung (zum Beispiel Optimierung des Anschnitts oder Hinzufügen austauschbarer Einsätze in Verschleißzonen) technisch und wirtschaftlich sinnvoll ist.
Brauchen Sie ein Heißkanal- oder Kaltkanal-Werkzeug?
Promservice konstruiert und fertigt Spritzgießwerkzeuge mit Kaltkanal- oder Heißkanalsystem und unterstützt Kunden bei Spritzguss und Werkzeugservice. Sprechen Sie uns an — wir prüfen Ihr Teil, berechnen die optimale Variante und helfen Ihnen, eine stabile Produktion mit klarer wirtschaftlicher Begründung zu erreichen.