На тлі складної 3D‑фрезерної обробки та EDM токарні деталі прес‑форм інколи сприймають як «прості циліндри». Насправді саме вони часто визначають ресурс, повторюваність і ремонтопридатність форми.
Напрямні пари відповідають за точне змикання плит, литникова втулка — за герметичність контакту із соплом ТПА та стабільну подачу розплаву, а сердечники/формувальні стрижні — за геометрію виробу й легкий знім. Помилка у кілька сотих міліметра тут може коштувати не «естетики», а задирів, перекосу, облоя, протікань по соплу та прискореного зношування.
Нижче — практичний розбір:
- що зазвичай точать на токарних для прес‑форм;
- які допуски справді критичні;
- де важливі співвісність і шорсткість;
- чому економія на точності майже завжди повертається ремонтом.
Що зазвичай роблять на токарних для прес‑форм
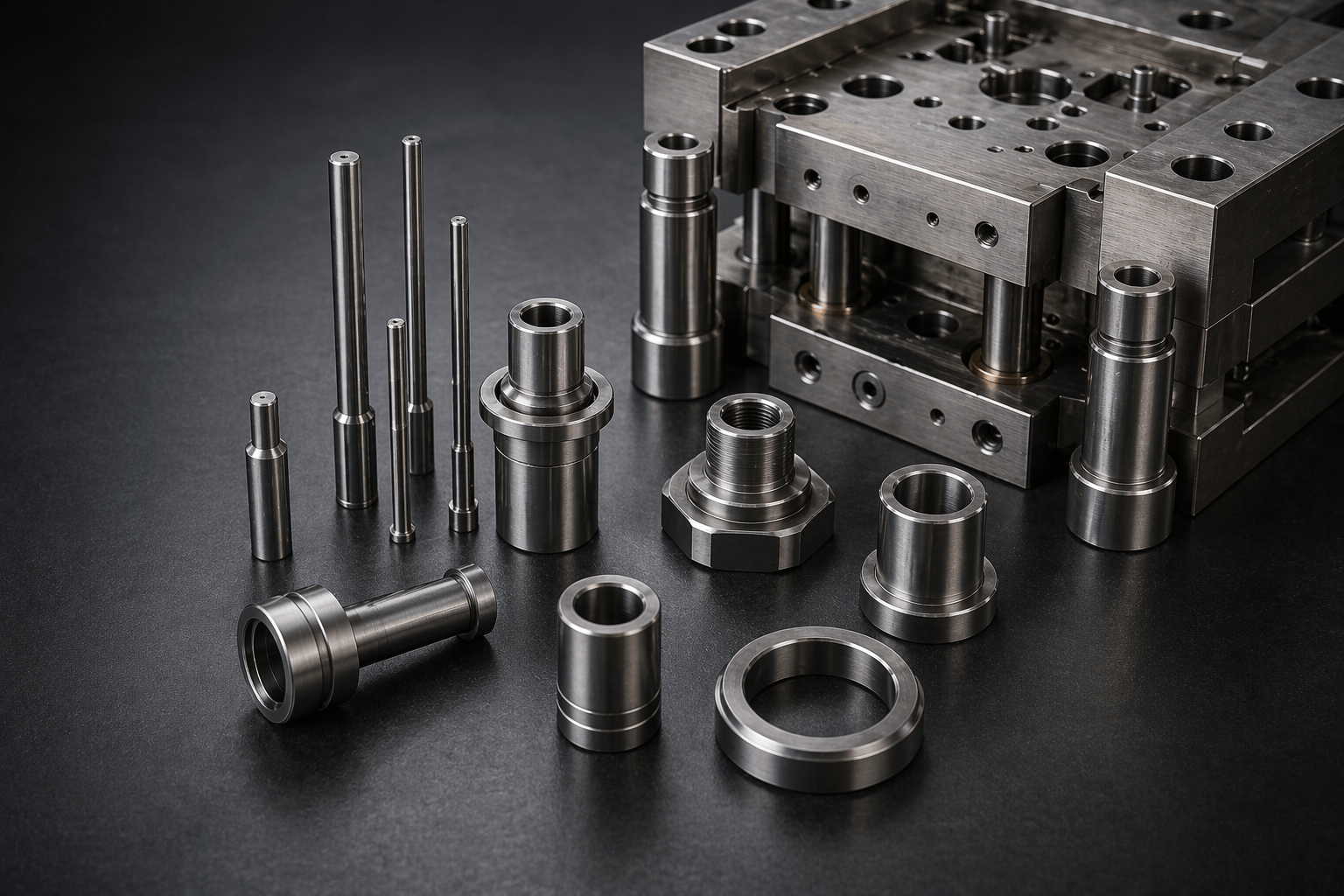
До «токарної групи» в оснастці належать не лише вали та втулки. Найчастіше на ЧПК‑токарних виготовляють:
- напрямні колонки/пальці та напрямні втулки (системи ведення плит);
- литникові втулки (sprue bushing) та осьові елементи литникової системи;
- сердечники, формувальні стрижні, тонкі пін‑елементи (у т.ч. ступінчасті);
- гільзи виштовхувачів (ejector sleeves) і напрямні елементи системи виштовхування;
- опорні колонки та проставки (support pillars);
- установчі кільця (locating ring), центрувальні втулки, базові елементи;
- різьбові з’єднання, кришки, втулки під штуцери охолодження (залежно від конструкції).
Майже завжди ці деталі працюють у парі з іншими елементами форми — тому важлива не «абсолютна точність сама по собі», а точність посадки та взаємного положення.
Які допуски критичні: 5 груп параметрів, що «роблять» ресурс
1) Посадки та зазори: де ковзає, де запресовано, де центрує
У прес‑формі зазвичай є три режими посадки:
- ковзна (напрямні пари, виштовхувачі) — потрібен прогнозований зазор без заклинювання і без люфту;
- пресова (втулка у плиті) — щоб елемент не провертався і не «гуляв» у гнізді;
- центрувальна (установчі кільця, базові втулки) — для повторюваного складання та точного суміщення вузлів.
Критичний не лише розмір, а й стабільність розміру по довжині та по партії.
Практика: у напрямних парах прес‑форм найчастіше йдеться про соті міліметра зазору. Конкретні значення залежать від діаметра, температури, мастила та класу форми.
2) Співвісність, биття, циліндричність: коли «циліндр» — це не просто циліндр
Навіть при правильному діаметрі деталь може швидко «вбити» вузол, якщо:
- осі ступенів не збігаються (помилка співвісності);
- є овальність (порушена круглість);
- деталь має «банан» по довжині (погана прямолінійність);
- посадочні поверхні мають биття відносно функціональної осі.
Ці параметри особливо важливі для довгих напрямних колонок, сердечників і литникових втулок.
3) Шорсткість і якість поверхні: від «як ходить» до «як знімається»
Є два сценарії, де шорсткість вирішує все:
- ковзання (напрямні, виштовхувачі) — груба поверхня = задири та прискорене зношування;
- формування/знім (сердечники та формувальні стрижні) — сліди на виробі, залипання, нестабільний знім.
Зазвичай вимоги задають через Ra. Чим вищі вимоги до зніму і ресурсу — тим більша роль доведення/полірування.
4) Вхідні фаски та переходи: дрібниці, що рятують від задирів
Фаски, радіуси й канавки забезпечують:
- безпечне складання без пошкодження кромок;
- правильний «ввід» у посадку та самоцентрування;
- меншу концентрацію напружень на тонких сердечниках;
- кращу роботу мастила (де передбачені канавки).
Ігнорування цих елементів часто призводить до заклинювання та пошкоджень уже на перших циклах.
5) Стан після термообробки: твердість без «уводу» геометрії
Багато токарних елементів працюють у терті й мають бути зносостійкими. Але після гарту/азотування/іншого зміцнення легко отримати:
- деформацію (розмір «поплив»);
- зростання овальності;
- залишкові напруження → ризик тріщин на тонких деталях.
Тому важливо планувати маршрут: мехобробка → зміцнення → шліфування/доведення → контроль.
Розбір по деталях: де які допуски важливіші за все
Напрямні колонки/пальці та напрямні втулки
Функція: точне змикання та збереження паралельності/співвісності плит на кожному циклі.
Критичні параметри:
- зазор у парі «колонка‑втулка» (замалий → заклинювання, завеликий → люфт і перекіс);
- прямолінійність і циліндричність колонок;
- шорсткість робочих поверхонь (гладке ковзання = ресурс);
- посадка втулки у плиті (щоб не проверталась і не «вибивалась»);
- коректні фаски та захисні радіуси.
Типові проблеми при економії на точності:
- зношування напрямних і зростання люфту → облой по лінії роз’єму;
- прихоплення → пошкодження напрямних і простій;
- нестабільне мастило та перегрів вузла.
Литникова втулка (sprue bushing)
Функція: герметичне сполучення із соплом ТПА та стабільна подача розплаву в литникову систему.
Критичні параметри:
- співвісність каналу відносно посадочної геометрії;
- якість поверхні й точність конуса/посадки під сопло (будь‑яка «хвиля» → протікання, підсос повітря, нестабільне упорскування);
- биття посадочних поверхонь (якщо втулка «сидить» з биттям — сопло притискається нерівномірно);
- правильна геометрія входу/переходів (стабільний відрив литника, повторюваний слід).
Чим небезпечна економія:
- підтікання матеріалу й забруднення;
- сліди перегріву та погіршення якості відливок;
- швидке зношування зони контакту «сопло‑втулка».
Сердечники та формувальні стрижні
Функція: формування отворів, порожнин та внутрішніх контурів деталі.
Критичні параметри:
- співвісність ступенів (особливо на багатодіаметрових сердечниках);
- круглість і циліндричність (інакше — різний контакт і залипання);
- шорсткість у зоні контакту з пластиком;
- радіуси переходів (тонкі елементи не люблять концентратори напружень);
- якщо сердечник працює у напрямній/втулці — критичні також зазор і якість ковзання.
Чим небезпечна економія:
- сердечник «піддирає» пластик → брак по поверхні;
- зростає зусилля зніму → навантаження на виштовхування та ризик поломки;
- при перекосі швидше зношуються посадки та «пливуть» розміри.
Виштовхувачі, гільзи та напрямні елементи системи виштовхування
Функція: повторюване, «м’яке» вилучення виробу без перекосів і слідів.
Критичні параметри:
- зазор у парі «шток‑гільза» — вільний хід без люфту;
- співвісність і прямолінійність (перекіс = клин, задири, сліди на виробі);
- шорсткість (впливає на схильність до прихоплень).
Установчі кільця та центрувальні елементи
Функція: позиціювання форми на ТПА та повторюваність встановлення.
Критичні параметри:
- концентричність кільця відносно баз форми;
- стабільність посадки (особливо якщо форму часто знімають/ставлять);
- якість торців, які реально «сідають» у посадку.
Якщо центрування «гуляє», зростає ризик неспіввісності сопла та литникової втулки, а також збільшується час наладки.
Чому точність у токарних деталях «дорожча», ніж здається
У прес‑формі токарна помилка майже завжди множиться:
- на кількість циклів (сотні тисяч);
- на тертя (зношування росте не лінійно);
- на вартість простою (форма стоїть — виробництво стоїть).
Типові сценарії «економії»:
- зробили зазор трохи більшим → спочатку «наче нормально», а з часом люфт перетворюється на облой по лінії роз’єму;
- не забезпечили співвісність ступенів сердечника → гірший знім, більші навантаження на виштовхування, поломки;
- зекономили на фініші литникової втулки → протікання, нестабільне упорскування, забруднення.
Майже завжди ремонт і доведення коштують дорожче, ніж зробити точно з першого разу.
Як отримують стабільну геометрію: маршрут «як для форми»
Для критичних токарних деталей прес‑форм зазвичай працює такий підхід:
- Чорнове точіння з припуском під зміцнення/фініш.
- За потреби — зняття напружень (для масивних деталей).
- Термообробка/зміцнення під ресурс і тертя.
- Шліфування/доведення посадочних і робочих поверхонь — тут повертають розмір, круглість та Ra.
- Контроль: розміри, биття/співвісність, шорсткість, робота посадки у парі.
Цей маршрут особливо важливий для напрямних пар та литникових втулок.
Чек‑лист для ТЗ: що вказати, щоб деталь «стала» без сюрпризів
Якщо ви замовляєте токарні елементи для прес‑форми, краще одразу зазначити:
- призначення деталі та пару, в якій вона працює;
- тип посадки (ковзна/пресова/центрувальна), за потреби — позначення посадки в системі допусків;
- вимоги до співвісності/биття/прямолінійності та бази;
- вимоги по Ra у робочих зонах;
- матеріал і стан (попередньо загартована сталь, гарт, азотування тощо);
- обмеження по слідах на виробі (для сердечників);
- умови експлуатації: температура, мастило, матеріал пластика, серійність.
Чим точніші вихідні дані — тим швидше й надійніше буде результат.
Токарні деталі для прес‑форм під ваш проєкт
«Промсервіс» виконує металообробку та виготовлення прес‑форм повним циклом: ЧПК‑точіння та фрезерування, EDM, шліфування, полірування, термообробка й контроль якості.
Якщо вам потрібні напрямні елементи, литникові втулки, сердечники або інші токарні деталі для оснастки — надішліть креслення/3D‑модель або зразок. Ми підкажемо, де критична точність, які параметри закласти в ТЗ, і виготовимо деталі так, щоб вони працювали на ресурс, а не «на ремонт».