Загартовані деталі прес‑форм — це саме та ділянка, де неправильний вибір технології коштує найдорожче. У «м’якому» стані інструмент і припуски ще можуть пробачити помилки. У загартованому — ті самі помилки швидко перетворюються на:
- сколи різальної кромки та нестабільну поверхню;
- «увід» геометрії (перегрів, зняття напружень, короблення, шліфувальний пережог);
- зайву ручну доводку або навіть переробку вставки.
Тому питання «чим обробляти загартовану деталь — hard milling, EDM чи шліфування?» краще вирішувати не “за звичкою”, а за простим алгоритмом: геометрія → вимоги до поверхні → допуски → ризики деформації → строки.
Нижче — практичний розбір, коли краще працює тверде фрезерування, коли електроерозія (EDM), а коли шліфування — і як правильно комбінувати методи, щоб отримати точність без сколів і без сюрпризів по геометрії.
Що зазвичай відносять до «загартованих деталей прес‑форми»
Після термообробки найчастіше обробляють або доводять:
- формоутворюючі вставки (core/cavity inserts);
- слайди/повзунки, клини, напрямні елементи;
- зони shut‑off (закриття), площини роз’єму, ущільнювальні поверхні;
- тонкі «ножі», ребра, гострі переходи;
- точні посадки під втулки, напрямні, колони та базові елементи.
Головна особливість: висока твердість робить процес менш “поблажливим”, а значить тепло і навантаження потрібно контролювати ще уважніше.
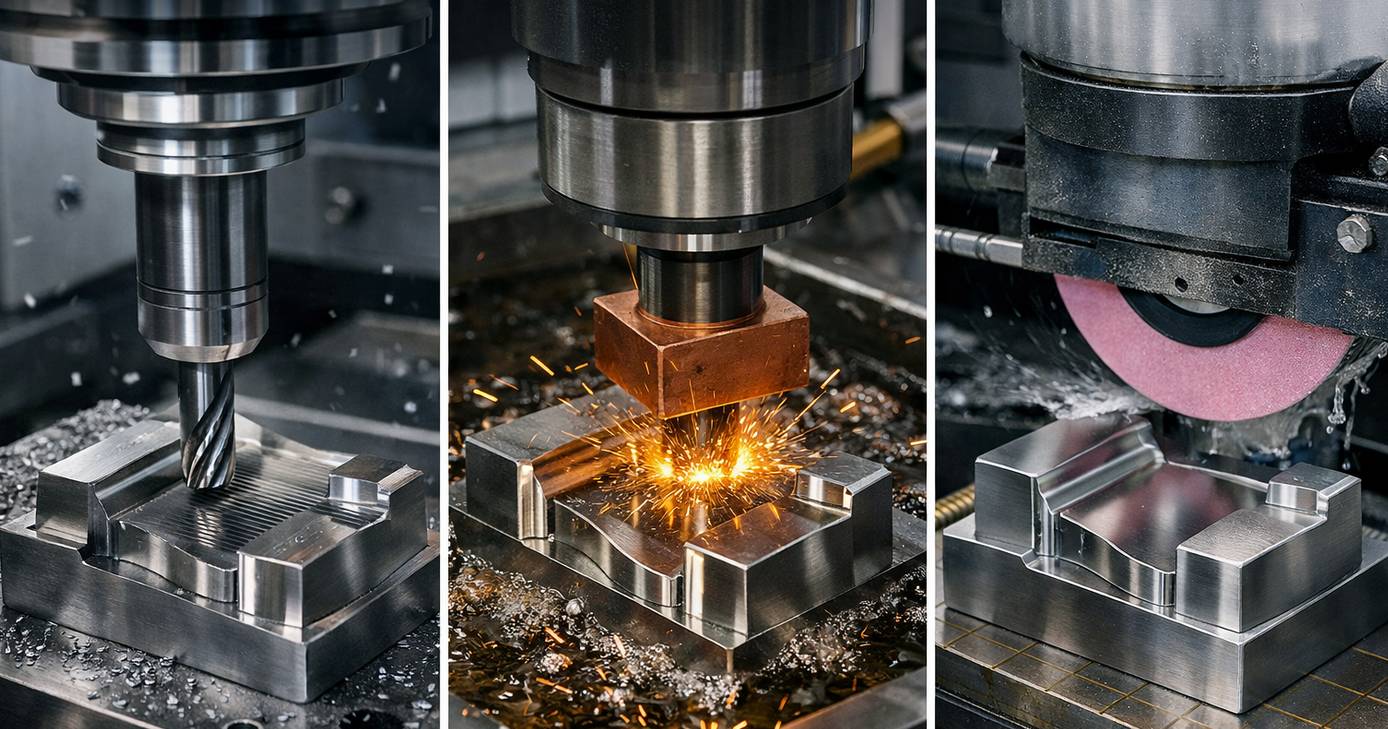
Коротко про три технології
Hard milling (тверде фрезерування)
Сильна сторона: продуктивно формує 3D‑поверхні з прогнозованим слідом під полірування. Обмеження: чутливе до вібрацій, великого вильоту та пікових навантажень; типовий ризик — сколи інструмента.
EDM (електроерозійна обробка: дротяна та електродна)
Сильна сторона: майже не залежить від твердості; робить глибокі порожнини, тонкі ребра та гострі внутрішні кути, недосяжні фрезою. Обмеження: залишає ерозійний шар; критичні поверхні часто потребують подальшого полірування/легкого шліфування.
Шліфування (плоске/кругле/профільне)
Сильна сторона: максимальна точність площинності, паралельності, розміру та низька шорсткість на доступних поверхнях. Обмеження: геометрія обмежена доступом круга; можливий “пережог” при неправильному крузі, подачі або охолодженні.
Практичний алгоритм вибору: 5 кроків
Крок 1. Визначте тип геометрії
Поставте просте питання: це 3D‑форма, глибока вузька зона чи точна площина/циліндр?
- Вільні 3D‑поверхні (куполи, радіуси, плавні переходи) → частіше hard milling.
- Глибокі ребра, вузькі щілини, гострі внутрішні кути → частіше EDM.
- Площина роз’єму, shut‑off, посадки, напрямні, циліндри → частіше шліфування.
Крок 2. Сформулюйте вимоги до поверхні
Чи це «робоча» поверхня, чи “косметика” під полірування/текстуру?
- Якщо потрібно мінімізувати ручну доводку, плануйте стабільний фініш: hard milling з контролем гребеня + локальне полірування або шліфування на площинах.
- Якщо полірування/текстура все одно буде — добивайтеся рівномірного сліду без вібраційної “хвилі”.
Крок 3. Уточніть допуски та поверхні, які «тримають» розмір
У прес‑формах зазвичай критичні:
- shut‑off і площини роз’єму;
- посадки вставок;
- базові отвори та напрямні;
- спряження, де важлива паралельність/співвісність.
Коли потрібні мікронні допуски на площину або круглість, фініш найчастіше виконують шліфуванням (та контролем).
Крок 4. Оцініть ризик «уводу» геометрії
Найбільший фактор — скільки металу знімається після гарту.
- багато знімання після гарту з однієї сторони → вищий ризик короблення;
- тонкі/асиметричні деталі → вищий ризик;
- залишкові напруження (після чорнової або невдалої термообробки) → вищий ризик.
Висновок: при високому ризику «уводу» краще залишати мінімальний фініш‑припуск після гарту та робити керований фініш по базах (часто — шліфування) + локальну EDM/фрезеровку по формі.
Крок 5. Порівняйте строки по всьому маршруту
Оцінюйте не лише хвилини на верстаті, а весь ланцюжок:
- мехобробка → термообробка → фініш → полірування/доводка → контроль.
Іноді EDM повільніша “по годині”, але швидша “по проєкту”, бо зменшує ризик сколів і знижує обсяг ручної доробки.
Коли обирати hard milling
Hard milling добре підходить, якщо:
- основна поверхня 3D і потрібен прогнозований слід;
- немає надто глибоких вузьких зон і справжніх гострих внутрішніх кутів;
- можна забезпечити жорстке базування та мінімальний виліт.
Як зменшити ризик сколів при твердому фрезеруванні
Практичні правила:
- мінімізуйте виліт (краще кілька інструментів різної довжини, ніж один “довгий”);
- застосовуйте траєкторії з постійним навантаженням (adaptive/dynamic, трохоїдальні);
- уникайте різких врезань і перевантажень на кутах (плавні входи/виходи);
- обирайте фрези з радіусом на куті та покриттям під загартовані сталі;
- чистову робіть “свіжим” інструментом — знос швидко погіршує поверхню й підвищує ризик сколу.
Де hard milling частіше програє
- гострі внутрішні кути та дуже малі радіуси;
- глибокі ребра і вузькі щілини;
- ділянки з вимогами до ідеальної площинності/паралельності (там стабільніше шліфувати).
Коли обирати EDM: дротяну та електродну
EDM — логічний вибір, коли:
- деталь уже загартована, а геометрія складна;
- потрібні гострі внутрішні кути, тонкі ребра, «ножі», глибокі кармани;
- фрезерування вимагає дуже малих діаметрів з високим ризиком сколів;
- важлива повторюваність у вузьких зонах.
Дротяна EDM (wire EDM)
Типові задачі:
- контурні вирізи, складні профілі, пуансони/матриці;
- деталі, де розмір по периметру є критичним.
Електродна EDM (sinker EDM)
Типові задачі:
- глибокі порожнини, ребра, зони недосяжні фрезою;
- формування гострих переходів і малих радіусів.
Важливо: EDM часто потребує стартових отворів/каналів і правильної промивки — це потрібно врахувати ще на етапі планування.
Як уникати проблем із поверхневим шаром після EDM
- плануйте фінішні проходи EDM, якщо зона критична;
- на shut‑off і “косметиці” передбачайте зняття ерозійного шару (полірування або легке шліфування);
- залишайте коректний припуск під фініш: EDM добре дає форму, але ресурс часто визначає саме фініш по поверхні.
Коли обирати шліфування
Шліфування — найкращий фініш, коли критичні:
- площинність, паралельність на площинах роз’єму та shut‑off;
- посадки і напрямні;
- спряження, які “тримають” герметичність і закриття.
Як уникнути «пережогу» та уводу при шліфуванні
Більшість проблем — від тепла. Практичні кроки:
- правильний круг і регулярна правка;
- достатнє охолодження;
- поетапне зняття припуску;
- проміжний контроль, особливо на тонких деталях.
Найчастіший варіант у прес‑формах: комбінована технологічна схема
У більшості проєктів найкраще працює зв’язка:
- чорнова мехобробка в “м’якому” стані (закладаємо припуски);
- термообробка (гарт/відпуск за ТЗ);
- фініш по базах (часто — шліфування);
- формоутворення: hard milling та/або EDM по зонах;
- полірування/текстура і контроль.
Це знижує ризик «уводу» геометрії: основний обсяг металу знімається до гарту, а після — лише керований фініш.
Типові причини сколів і «уводу» геометрії — і як їх уникнути
1) Завеликий припуск після гарту Рішення: переносіть основне знімання в “м’яку” стадію, залишайте невеликий фініш‑припуск.
2) Великий виліт і слабке базування Рішення: скорочуйте виліт, підсилюйте опори, застосовуйте проміжні інструменти.
3) Невдала траєкторія Рішення: постійне навантаження, плавні входи/виходи, без пікових перевантажень.
4) Перегрів поверхні (фреза/шліфування/EDM) Рішення: контроль тепла (режими, охолодження, фінішні проходи), зняття “пошкодженого” шару на критичних ділянках.
5) Відсутність проміжного контролю Рішення: контролюйте бази та ключові розміри після термообробки й після фінішу — це дешевше, ніж “ловити” проблему на складанні.
Підхід «Промсервіс»: підбираємо технологію під задачу
Під час виготовлення та ремонту прес‑форм ми формуємо маршрут так, щоб забезпечити:
- точну геометрію по критичних базах (шліфування/контроль);
- стабільну 3D‑поверхню (hard milling з HSM‑стратегіями);
- складні зони та гострі кути (EDM: дротяна й електродна);
- прогнозований фініш із мінімальною доводкою (полірування, підгонка).
Потрібна обробка загартованих деталей прес‑форм або прес‑форма «під ключ»?
Надішліть 3D‑модель/креслення, матеріал та вимоги до поверхні (шорсткість, shut‑off, рівень полірування/текстури). Ми запропонуємо практичний маршрут (hard milling / EDM / шліфування або комбінацію) і виготовимо деталі так, щоб уникнути сколів і «уводу» геометрії.