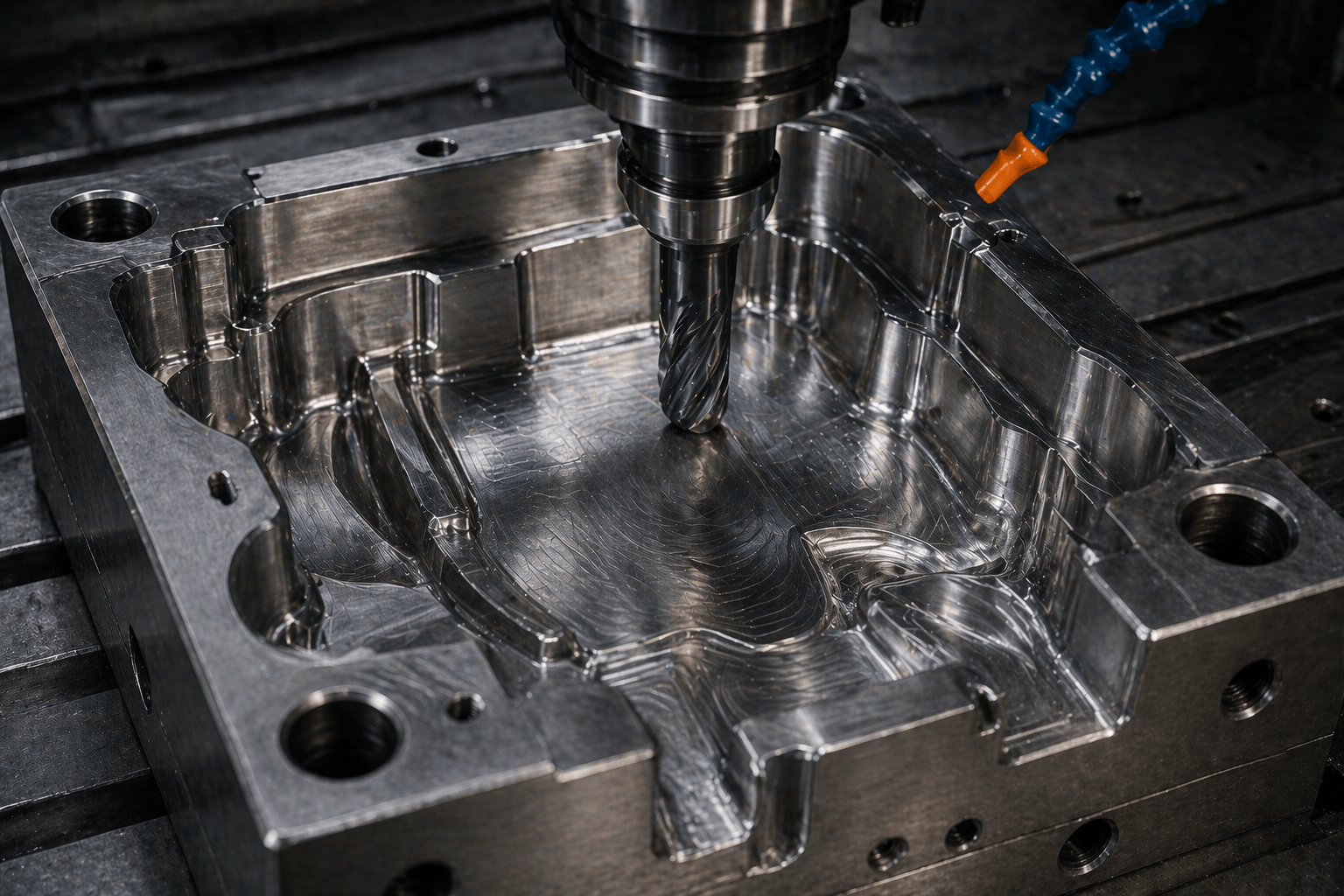
Порожнина прес‑форми — це зона, де одночасно «зустрічаються» вимоги до геометрії, поверхні та ресурсу оснастки. Саме тут найчастіше з’являються зайві години доведення: сліди інструмента, «сходинки» на переходах, нерівномірний припуск, який потім доводиться вирівнювати вручну.
Правильна стратегія ЧПУ‑обробки дає два ключові результати одночасно:
- стабільну геометрію (передбачувані розміри та посадки);
- менше ручного доведення/полірування (швидший запуск і нижча собівартість прес‑форми).
У «Промсервіс» виготовлення прес‑форм будується як єдиний маршрут: проєктування → механообробка (ЧПУ‑фрезерування, EDM) → шліфування/підгонка → полірування та контроль. Тому в CAM ми одразу плануємо обробку так, щоб поверхня була прогнозованою і повторюваною, а не «виправлялася потім».
Нижче — практичний розбір, як вибудувати обробку порожнин чорнова → напівчистова → чистова, які HSM‑траєкторії обирати, які припуски закладати та як контролювати якість поверхні.
Чому «просто відфрезерувати» порожнину не виходить
Порожнини прес‑форм рідко складаються з простих площин. Зазвичай це комбінація:
- глибоких кишень і «колодязів» із великим вильотом інструмента;
- похилих 3D‑поверхонь, де важливий малюнок сліду;
- радіусів, де бічне різання підсилює вібрації;
- зон перекриття/лінії роз’єму (shut‑off), де критична точність посадки;
- ділянок під полірування або текстуру (де будь‑який дефект «вийде» на виробі).
Якщо йти одним кроком «зняли метал → одразу чистова», майже завжди з’являються проблеми: різна нагрузка на фрезу, нерівномірний припуск, вібрації, а отже — непередбачувана поверхня і зайва ручна робота.
3 етапи обробки: логіка і мета кожного
1) Чорнова (roughing) Мета: швидко зняти об’єм, зберегти жорсткість заготовки, уникнути перегріву та перевантажень.
2) Напівчистова (semi‑finishing) Мета: вирівняти припуск і підготувати геометрію так, щоб чистова працювала в стабільних умовах (однакова товщина знімання по всій поверхні).
3) Чистова (finishing) Мета: отримати потрібну геометрію та якість поверхні з мінімальним ризиком і без потреби «рятувати» порожнину вручну.
Ключовий принцип: напівчистова — це не “зайва операція”, а страховка, яка часто економить більше часу, ніж займає.
1) Чорнова: HSM‑траєкторії для стабільного навантаження
Для чорнової обробки порожнин найкраще працюють стратегії з постійним навантаженням на інструмент:
- adaptive clearing / dynamic milling (адаптивна обробка);
- трохоїдальне фрезерування;
- high‑feed підходи там, де це виправдано.
Чому це важливо: інструментальна сталь погано «переносить» різкі піки сили різання. Постійний кут врізання знижує вібрації, знос і ризик сколів.
Як обирати траєкторію чорнової під геометрію
- Глибокі порожнини: пріоритет — адаптивні траєкторії з контролем зачеплення на глибині.
- Широкі кишені: можливе агресивніше зняття, але з контролем товщини стружки.
- Тонкі стінки та “м’які” зони: залишайте підтримувальний метал/припуск, щоб стінку не почало «дзвонити».
Припуск після чорнової: скільки залишати
Єдиного числа не існує, але логіка така:
- замалий припуск → чистова «підхоплює» важкі місця, з’являються сходинки/вібрації та локальні перерізи;
- завеликий припуск → напівчистова і чистова перетворюються на «другу чорнову».
Практичний стартовий діапазон (далі уточнюють по задачі):
- часто залишають 0,3–0,8 мм по стінках/поверхні під напівчистову + чистову.
Інструмент для чорнової
Для інструментальних сталей у чорновій зазвичай обирають:
- твердосплавні кінцеві фрези з радіусом на куті (краща стійкість, менше сколів);
- геометрію з ефективним стружковідводом;
- мінімальний вильот (кожен зайвий міліметр = ризик вібрації).
Коли потрібен великий вильот, часто ефективніше розділити маршрут: короткий інструмент для доступних зон + довгий — тільки для «дна», а не робити все однією довгою фрезою.
2) Напівчистова: вирівнюємо припуск і готуємо чистову
Напівчистова відповідає за головний параметр якості: рівномірний припуск.
Саме на цьому етапі вирішується, чи буде чистова «малювати» акуратно, чи почне ловити змінне навантаження і залишати сліди.
Типові операції напівчистової
Rest‑machining (доробка залишку) Знімаємо те, що не «дістала» чорнова (радіуси, вузькі місця, переходи).
Вирівнювання припуску під чистову Щоб на чистовій фреза завжди знімала однаковий шар — без “провалів” і без зон, де треба різати більше.
Переходи та радіуси (pencil / cleanup) Акуратна доробка ліній перетину поверхонь, де часто залишаються гребені.
Скільки залишати на чистову після напівчистової
Чистова працює стабільніше, якщо після напівчистової залишено невеликий, але гарантований припуск. Часто це:
- 0,10–0,30 мм на поверхню (залежно від точності та стратегії чистової).
Якщо далі планується EDM, текстурування або глибоке полірування, припуски й маршрут узгоджують заздалегідь, щоб усі етапи “підтримували” один одного.
Типова помилка: пропустити напівчистову
Якщо запускати чистову одразу після чорнової, часто отримуємо:
- різну висоту «гребня» на поверхні;
- сліди вібрації на переходах;
- локальні перерізи там, де чорнова залишила «сходинку»;
- збільшення часу ручного доведення.
3) Чистова: стратегія поверхні та контроль «кроку»
Чистова обробка порожнини — це не “одна траєкторія”. Різні ділянки потребують різних підходів:
- круті стінки краще йдуть водяними лініями (waterline / Z‑level);
- пологі 3D‑поверхні — паралельними проходами або морфінгом (parallel / morph);
- змішані поверхні — по “постійній висоті гребня” (constant scallop), щоб якість сліду була однаковою всюди.
Як обирати траєкторію чистової за кутом нахилу
Практична логіка:
- Майже вертикально → Z‑level дає рівний малюнок і мінімізує “сходинки” по висоті.
- Майже горизонтально → parallel/spiral дає стабільний слід.
- Змішані переходи → constant scallop або morph, щоб не змінювати якість сліду на різних уклонах.
Stepover і “гребінь”: як пов’язати параметри CAM з якістю поверхні
Головний параметр чистової 3D‑поверхні — висота гребня (cusp height). Чим вона менша, тим менше часу піде на полірування.
Для кулькової фрези можна використовувати спрощений орієнтир:
h ≈ s² / (8R)деh— висота гребня,s— крок (stepover),R— радіус кулькової фрези.
Приклад: якщо R = 5 мм (фреза Ø10) і потрібно h ≈ 0,005 мм, то крок буде близько 0,45 мм. Це не “закон”, але зручний спосіб перевести вимогу до поверхні у параметри CAM.
Інструмент для чистової: чим «роблять» поверхню
Найчастіше використовують:
- кулькові фрези (універсально для 3D‑поверхонь);
- торові (toroidal / bull‑nose) для стінок і плавних радіусів — часто дають кращу стійкість і «м’якший» слід;
- barrel‑фрези (barrel / conical barrel) там, де геометрія дозволяє і CAM підтримує — для підвищення продуктивності чистової без втрати якості.
Вибір інструмента завжди пов’язаний із доступом та вильотом. Іноді краще взяти менший радіус і пройти “чисто”, ніж працювати великою фрезою на довгому вильоті й отримати вібрації.
Інструментальні сталі: що врахувати при виборі інструмента і стратегії
У прес‑формах часто обробляють інструментальні сталі в різних станах:
- попередньо загартовані (pre‑hardened) — обробляються простіше, але важлива стабільність геометрії та чистота сліду;
- загартовані — потребують більш “жорсткого” підходу: короткий вильот, стабільне зачеплення, якісний інструмент і правильна траєкторія.
Що зазвичай дає стабільний результат:
- мінімізувати вильот і використовувати жорстке кріплення;
- уникати різких змін напрямку та перевантажень;
- контролювати знос фрези (зношений інструмент швидко погіршує поверхню);
- планувати так, щоб критичні косметичні зони не оброблялися «на межі» ресурсу фрези.
Контроль поверхні та геометрії: що перевіряти в процесі
Щоб порожнина не перетворилася на «довге доведення», варто контролювати два блоки параметрів.
1) Геометрія та посадки
- бази і площини роз’єму (shut‑off);
- посадки вставок і формоутворювальних елементів;
- ключові розміри по 3D‑поверхні (за ТЗ);
- взаємне положення (особливо у багатогніздових формах).
2) Якість поверхні
- рівномірність сліду після чистової (без “іншого малюнка” в окремих зонах);
- відсутність вібраційних рисок і “хвилі”;
- контрольована шорсткість/фініш під потрібний SPI/VDI (якщо задано);
- відсутність локальних дефектів у косметичних зонах.
На практиці контроль після напівчистової і чистової часто економить більше часу, ніж займає: проблему легше виправити на станку, ніж на етапі полірування.
Типові причини проблем: чому росте доведення і «не тримається» поверхня
Найчастіше проблеми дають не “погані верстати”, а поєднання типових помилок:
- немає рівномірного припуску (пропущена/слабка напівчистова) → чистова працює нестабільно;
- занадто великий крок чистової → високий гребінь і довге полірування;
- занадто довгий вильот → вібрації, “дрижання” і видимі риски;
- невдала траєкторія для конкретного уклону (наприклад, parallel на крутих стінках) → сходинки;
- непродумана послідовність інструментів → чистова “дорізає” залишки замість формування поверхні;
- зношена фреза в чистовій → різке погіршення поверхні навіть при правильних параметрах;
- поганий стружковідвід у глибоких порожнинах → повторне різання стружки та дефекти.
Якщо врахувати ці фактори на старті, фініш стає прогнозованим.
Підхід «Промсервіс»: мінімум ручної роботи завдяки правильному маршруту
У виготовленні прес‑форм ми прагнемо закладати якість поверхні ще на етапі CAM:
- обираємо HSM‑траєкторії для стабільного навантаження;
- вибудовуємо ланцюжок чорнова → напівчистова → чистова з контролем припусків;
- поєднуємо ЧПУ‑фрезерування з EDM там, де це реально підвищує якість і повторюваність;
- виконуємо шліфування, підгонку та полірування елементів прес‑форм;
- контролюємо геометрію та поверхню на ключових етапах.
Мета — не лише гарний перший зразок, а стабільна геометрія й поверхня в серії з мінімальними витратами на обслуговування прес‑форми.
Потрібна механообробка порожнин або прес‑форма “під ключ”?
Надішліть 3D‑модель/креслення деталі, вимоги до поверхні (SPI/VDI, допустимі сліди), матеріал і планований тираж. «Промсервіс» запропонує практичний маршрут обробки й виготовить оснастку так, щоб отримати стабільну геометрію та мінімізувати доведення вже на етапі запуску.