У багатьох промислових виробах пластикова деталь має нести металевий вузол: різьбову гайку, штифт, втулку, контакт, вісь або кріпильний елемент. Класичний підхід — спочатку відлити деталь, а потім встановити вставки окремою операцією (запресовка, термоінсталяція, склеювання). Але є інший шлях, який часто дає кращий результат у серії: лиття пластику з закладними елементами, або insert molding.
У цьому процесі металева вставка встановлюється в порожнину прес-форми до впорску, а потім полімер обтікає її та формує готовий вузол за один цикл. «Промсервіс» виконує і виготовлення оснастки, і саме лиття — тому може поєднувати метал і пластик в одному виробничому циклі, контролюючи якість на кожному етапі.
Що таке insert molding?
Insert molding (лиття із закладними елементами) — це різновид лиття під тиском, у якому в прес-форму закладається готовий елемент (зазвичай металевий), і пластик формується навколо нього. Після відкриття форми виходить готовий вузол — деталь з уже інтегрованим металом, без потреби в додатковій збірці.
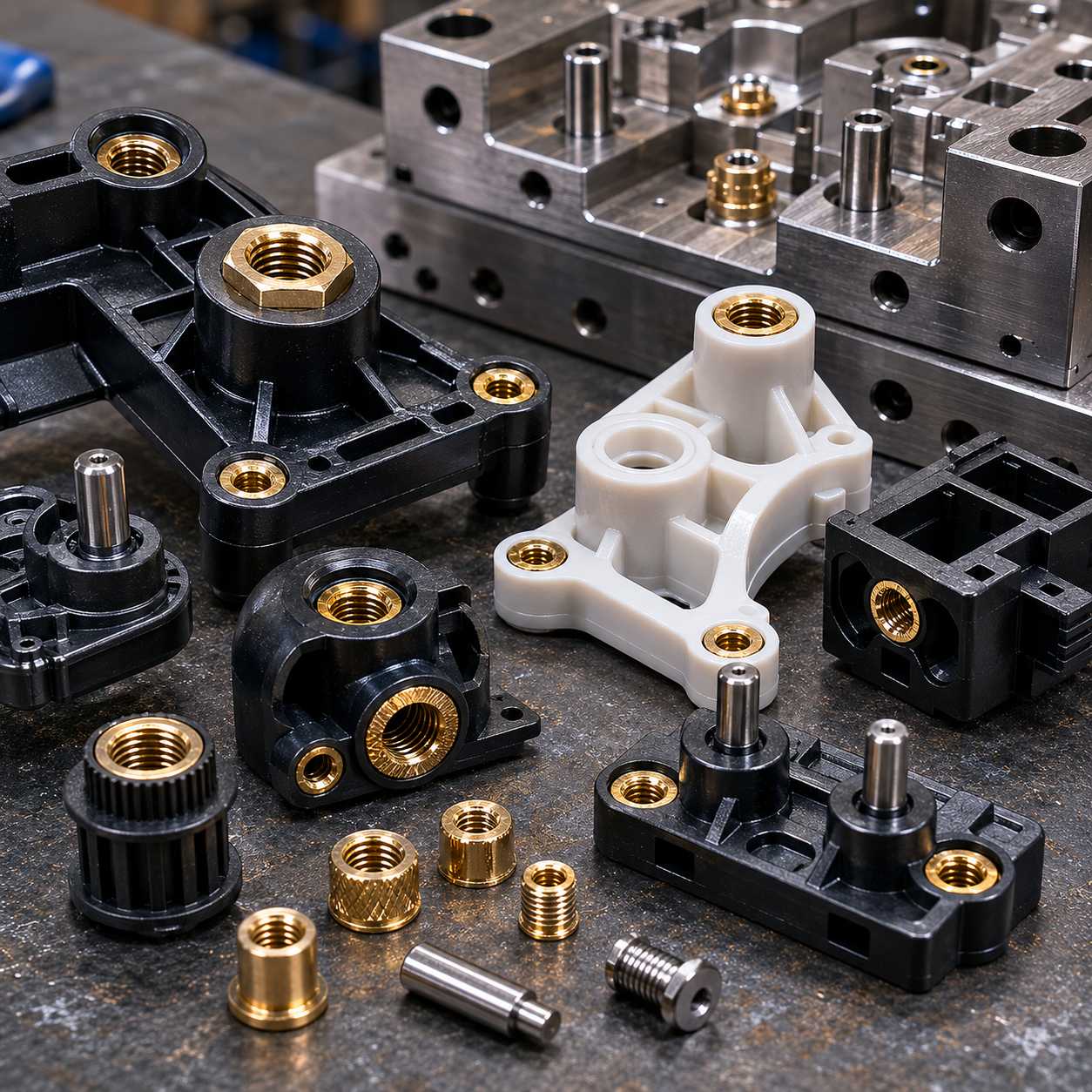
Закладні елементи можуть бути різними:
- різьбові гайкові вставки (під гвинт чи болт);
- гладкі та різьбові втулки, опорні кільця;
- штифти, осі, валики;
- контакти і клеми для електротехніки;
- декоративні та функціональні металеві деталі;
- армуючі елементи (для підсилення критичних зон).
Технологія однаково підходить для невеликих фасонних вставок і для довгих циліндричних деталей — головне, щоб вставка витримувала температуру розплаву та зусилля впорску.
Чому замовники обирають insert molding замість пост-складання
Якщо альтернатива — це окрема операція встановлення вставки після лиття, то insert molding має одразу кілька економічних і технічних переваг.
Менше операцій у виробничому циклі. Замість двох-трьох кроків (лиття → встановлення → перевірка) ви отримуєте готовий вузол з однієї операції. Це скорочує собівартість і ризики помилок.
Краще механічне з’єднання. Полімер обтікає вставку і повторює її геометрію — рифлення, бочки, накатку. Силою витягування й моментом викручування такі вставки часто перевершують аналоги, встановлені пост-операцією.
Точне позиціонування. Положення вставки задає прес-форма, а не оператор. Це усуває людський фактор та забезпечує повторюваність розмірів між деталями.
Менший ризик пошкодження пластику. При термоінсталяції або запресовці є ризик розтріскування, особливо в крихких або наповнених матеріалах. У insert molding пластик формується «на місці» — без подальших навантажень на готову деталь.
Менше операцій складання у замовника. Вузол прибуває вже в готовому вигляді, тому склальні лінії спрощуються.
Типові застосування
Insert molding широко використовують там, де металевий вузол має бути жорстко з’єднаний з пластиком, але деталь — серійна.
Найпоширеніші приклади:
- електротехніка та електроніка — корпуси з інтегрованими контактами, клемами, гніздами; пластикові тримачі з різьбовими гайками для монтажу плат;
- фурнітура та кріплення — пластикові ручки з різьбовими вставками; декоративні елементи з прихованим металевим кріпленням;
- автокомпоненти — кронштейни з втулками, пластикові кришки з гайками, корпуси датчиків;
- сантехніка та промислова арматура — пластикові вузли з різьбовими гайковими вставками для багаторазового складання-розбирання;
- інструмент і прилади — корпуси з металевими вставками під вісь, втулку чи штифт;
- меблева й побутова техніка — кріпильні вузли з різьбою, які працюють у пластиковому корпусі.
Загальна ознака — потреба у багаторазовому або силовому з’єднанні там, де самий пластик не дає потрібної міцності.
Що визначає якість insert molding
Якість готового вузла визначається не лише литтям, а й конструкцією вставки, оснастки та правильним налаштуванням процесу.
Конструкція вставки. На поверхні зазвичай роблять рифлення, накатку або кільцеві канавки, щоб полімер «зачепився» механічно. Для критичних з’єднань форма вставки враховує силу витягування і момент викручування.
Прес-форма. Потрібні точні посадки під вставку, надійне центрування, доступ оператора або робота для закладання. У серії важлива швидкість завантаження та повторюваність позиціонування.
Підготовка вставки. Поверхня має бути чистою, без масла й корозії. Для деяких полімерів та підвищення адгезії можуть застосовувати попередній нагрів вставки.
Параметри процесу. Температура й тиск підбираються так, щоб пластик впевнено обтікав вставку без надмірних напружень навколо неї. У зонах контакту метал/пластик можливі залишкові напруження — їх ураховують у конструкції деталі.
Контроль готового вузла. Перевіряють посадку вставки, відсутність облоя та підпалів навколо неї, момент викручування або силу витягування — для критичних виробів.
Особливості оснастки для лиття з закладними елементами
Прес-форма для insert molding має кілька специфічних вимог:
- посадкові гнізда для вставок з правильним зазором і центруванням;
- захист від «зміщення» вставки при впорску — фіксація магнітами, пружинами, штифтами;
- зручність завантаження — відкритий доступ або автоматизована подача;
- вентиляція саме навколо вставки (повітря не повинно «замикатися» між полімером і металом);
- охолодження, що враховує теплоємність металу — вставка довше тримає тепло;
- ремонтопридатність — зони контакту з вставками зношуються інтенсивніше і часто виконуються змінними.
«Промсервіс» проєктує такі прес-форми з урахуванням планованого обсягу виробництва, рівня автоматизації та допустимого часу на завантаження.
Ручне завантаження чи автоматизація
У малих і середніх серіях вставки часто завантажуються оператором — це дешевше і простіше. У великих серіях або при складній геометрії застосовують напівавтоматичні чи автоматичні рішення:
- маніпулятори та роботи для подачі вставок у форму;
- касетна подача великих обсягів вставок;
- системи перевірки наявності вставки перед впорском (poka-yoke).
Вибір залежить від циклу, кількості вставок на деталь і вартості однієї помилки (вузла без вставки чи зі зміщеною вставкою).
Типові помилки та як їх уникнути
У insert molding кілька «класичних» проблем повторюються від проєкту до проєкту:
- Відсутність рифлення / накатки на вставці. Пластик не «тримає» вставку, момент викручування падає. Рішення — продумана геометрія вставки на етапі проєкту вузла.
- Розтріскування пластику навколо вставки. Виникає через надмірні напруження або неправильну температуру. Лікується конструкцією деталі (товщина стінки навколо вставки) та режимами.
- Зміщення вставки при впорску. Слабка фіксація у формі або занадто агресивний профіль швидкості. Рішення — посадкове гніздо, фіксатори, корекція режимів.
- Облой навколо вставки. Свідчить про неточне посадкове місце або знос форми. Усувається доводкою посадки чи заміною змінних вставок прес-форми.
- Незахищені різьби або робочі поверхні. Якщо пластик потрапляє на різьбу — деталь у брак. Рішення — точна геометрія прес-форми та захисні елементи (штифти-обмежувачі).
«Промсервіс» враховує ці моменти ще на етапі проєктування оснастки, щоб серія йшла стабільно.
Чому insert molding — це сильна сторона «Промсервіс»
Insert molding працює добре, коли в одному циклі поєднані три компетенції: інженерія прес-форми, лиття під тиском та виготовлення/підготовка металевих елементів. «Промсервіс» має всі три:
- інструментальне виробництво (ЧПУ-фрезерування, токарка, EDM, шліфування) — для виготовлення вставок або оснастки під них;
- виробництво прес-форм із посадковими гніздами під вставки, з вентиляцією і охолодженням під гібридну деталь;
- серійне лиття на ТПА з контролем якості готового вузла;
- сервіс і модернізація оснастки — для тривалої серії без втрати точності.
Замовнику не доводиться координувати різних підрядників: одне підприємство відповідає за всю «зв’язку» метал + пластик.
Потрібне insert molding в Україні?
«Промсервіс» виконує лиття пластику із закладними металевими елементами — від проєктування прес-форми до серійного випуску готових вузлів. Звертайтеся з кресленнями деталі та вставок — підкажемо оптимальну конструкцію, оцінимо технологічність і забезпечимо стабільне виробництво з потрібною міцністю з’єднань.