Ливникова система — це «кровоносна система» прес-форми, яка доставляє розплав від сопла термопластавтомата до порожнин. Від її типу залежать відходи матеріалу, час циклу, якість виробу й складність обслуговування оснастки. Дві основні схеми — холодноканальна та гарячоканальна — мають принципово різні сильні й слабкі сторони.
У цій статті розберемо технічні переваги та недоліки кожної системи: як вони впливають на дефекти, обслуговування, сумісність із матеріалами та переналагодження. (Якщо вас цікавить саме економіка й розрахунок окупності гарячого каналу — це окрема тема, і ми розглядаємо її детальніше у відповідному матеріалі.) «Промсервіс» проєктує й виготовляє прес-форми обох типів в Україні та підбирає систему під конкретний виріб і умови виробництва.
Як працює кожна система — коротко
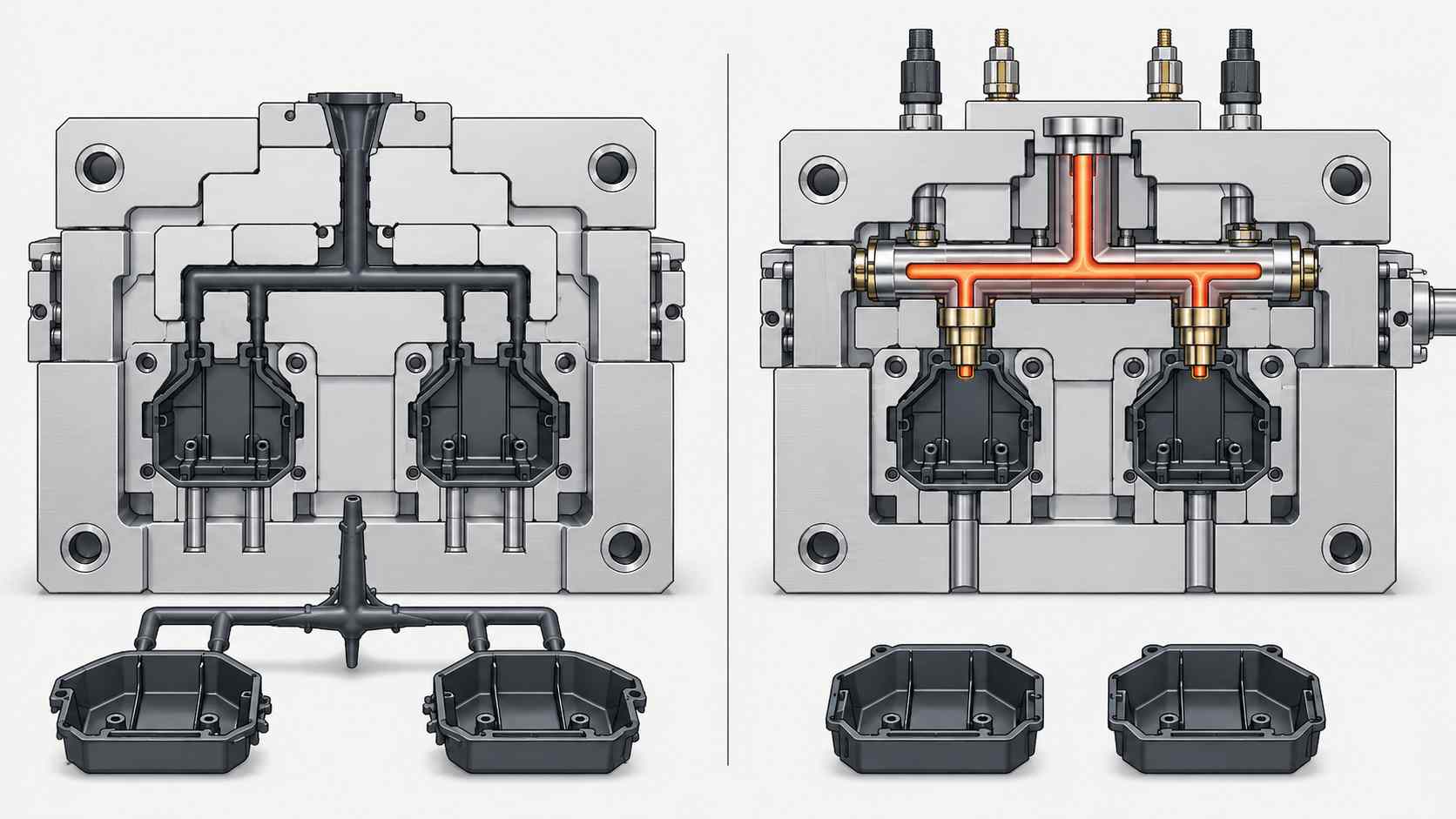
Холодний канал. Розплав подається через литник і ливникові канали, які є частиною плит форми. Ця система охолоджується разом із деталлю кожного циклу, після чого ливник відокремлюється від виробу. Ливник — це або відхід, або вторинна сировина.
Гарячий канал. Колектор і сопла підігріваються й тримають полімер у ливниковій системі у розплавленому стані постійно. Деталь заповнюється через нагріті сопла без утворення окремого «твердого» литника. Це зменшує литникові втрати, але не виключає відходи під час запуску, продувки, зміни матеріалу або обслуговування.
Переваги холодноканальної прес-форми
Холодний канал залишається найпоширенішою схемою — і не випадково. Його сильні сторони:
- Простота конструкції. Менше вузлів, немає нагрівачів і термопар — менше того, що може вийти з ладу.
- Нижча стартова вартість оснастки. Форма дешевша у виготовленні.
- Простіше обслуговування. Немає складної гарячоканальної системи, яку треба обслуговувати й діагностувати.
- Зручніше для частих переналагоджень. Обсяг розплаву, який потрібно видалити під час зміни матеріалу або кольору, зазвичай менший, ніж у гарячоканальній системі. Проте фактична швидкість переходу також залежить від матеріалу, конструкції форми та вимог до чистоти кольору.
- Підходить для багатьох матеріалів. Холодний канал часто є безпечнішим стартовим варіантом для матеріалів із вузьким температурним діапазоном переробки.
- Менший ризик деградації. Матеріал не перебуває довго в нагрітій системі.
Недоліки холодноканальної прес-форми
Зворотний бік простоти:
- Литник збільшує витрату матеріалу. У кожному циклі утворюється додаткова маса, яку потрібно утилізувати, переробити або врахувати як технологічний відхід.
- Цикл може бути довшим. Якщо литник масивний, його охолодження може обмежувати момент розкриття форми. Але це залежить від геометрії: іноді час циклу визначає сама деталь, а не литник.
- Додаткові операції. Відокремлення й обрізка ливника, інколи вручну.
- Сліди від ливника. На деталі залишається місце відриву, яке інколи треба зачищати.
- Обмеження для дорогих матеріалів. Втрати інженерних пластиків у ливнику суттєво б’ють по собівартості.
Переваги гарячоканальної прес-форми
Гарячий канал створювали саме для того, щоб усунути слабкі місця холодного:
- Немає окремого холодного литника в кожному циклі. Це скорочує витрату матеріалу та кількість операцій із литником, особливо для дорогих полімерів і багатогніздних форм.
- Потенційно коротший цикл. Якщо обмежувальним чинником було охолодження литника, його виключення може підвищити продуктивність. Скорочення циклу не є автоматичним: часто його визначає охолодження самої деталі.
- Менше ручних операцій. Немає обрізки ливника — краща придатність до автоматизації.
- Раціональний для тривалих серій. За стабільного випуску та правильно підібраної системи переваги за матеріалом, продуктивністю й автоматизацією можуть компенсувати вищі початкові витрати.
- Гнучкість впорску. Можливість впорскувати в оптимальні точки складних деталей, керувати послідовністю заповнення (каскадний впорск).
- Краща естетика зони впорску для багатьох виробів.
Недоліки гарячоканальної прес-форми
Складніша й продуктивніша система має свою ціну:
- Висока стартова вартість. Колектор, нагрівачі, термопари, електрика — форма суттєво дорожча.
- Складність конструкції й налаштування. Потрібен точний температурний режим, коректний запуск і зупинка.
- Більше точок відмови. Нагрівачі, термопари, ущільнення — усе це може вийти з ладу.
- Ризик деградації матеріалу за неправильного режиму. Перегрів, тривале перебування розплаву та застій у локальних зонах здатні спричинити зміну кольору, чорні включення, запах або погіршення властивостей.
- Зміна кольору й матеріалу потребує перевірки. Деякі системи очищаються швидко, а для інших може знадобитися значний обсяг продувки. Це залежить від об’єму колектора, матеріалу, геометрії каналів і вимог до чистоти.
- Дорожчий і складніший сервіс. Ремонт гарячоканальних вузлів вимагає кваліфікації й запчастин.
Типові дефекти, повʼязані з ливниковою системою
Кожна схема має свій «набір» характерних проблем, які варто знати заздалегідь.
Для холодного каналу:
- недолив через недостатній переріз ливника або дисбаланс заповнення гнізд;
- сліди й задирки в зоні відриву ливника;
- нестабільність через коливання охолодження ливника.
Для гарячого каналу:
- «нитки» й підтікання з сопел при неправильному режимі;
- підпали через перегрів або застій матеріалу в колекторі;
- чорні включення (деградований полімер) при поганому промиванні;
- дисбаланс заповнення при некоректному балансуванні колектора;
- проблеми при запуску/зупинці (застигання матеріалу в зоні сопла).
Знання цих ризиків дозволяє правильно спроєктувати систему й налаштувати процес.
Сумісність із матеріалами
Тип ливникової системи треба узгоджувати з матеріалом:
- Термочутливі та схильні до деградації матеріали (PVC, POM і низка спеціальних композицій) потребують особливого контролю часу перебування розплаву, температурної однорідності та відсутності застійних зон. Гарячий канал можливий, але потребує спеціалізованої конструкції та суворого контролю режиму.
- Композиції, наповнені скловолокном або мінеральними наповнювачами підвищують зношування каналів, сопел і впусків. Потрібно враховувати абразивність, допустимий зсув і застосовувати зносостійкі матеріали чи покриття там, де це виправдано.
- Дорогі інженерні пластики можуть бути вагомим аргументом на користь гарячого каналу завдяки економії матеріалу, але її слід рахувати разом із вартістю системи та сервісу.
Правильний підбір системи під матеріал — частина грамотного проєктування форми.
Гібридні рішення
На практиці не завжди обирають «чисту» схему. Можливі комбінації:
- Гарячий канал до холодного підживлення. Підігрітий колектор доводить розплав до групи гнізд, а далі короткі холодні ливники розподіляють його. Це компроміс між економією й простотою.
- Каскадний (секвенційний) впорск у гарячому каналі для великих або довгих деталей — щоб керувати лініями спаю й заповненням.
Такі рішення дозволяють узяти сильні сторони обох підходів під конкретну деталь.
Як обрати ливникову систему
Рішення приймають за сукупністю технічних і економічних чинників:
- геометрія деталі, допустимі місця впорску та вимоги до поверхні;
- матеріал, його термостабільність, абразивність і допустима частка вторинної сировини;
- маса деталі та литника;
- кількість гнізд, баланс заповнення й потрібна продуктивність;
- плановий річний і сумарний обсяг випуску;
- потреба в автоматичному відокремленні литника та подальшому складанні;
- частота зміни кольору, матеріалу або номенклатури;
- доступність контролера, сервісу й запасних частин;
- вартість прес-форми, матеріалу, циклу, обслуговування та можливих простоїв.
Холодний канал часто підходить для прототипної оснастки, обмежених партій, простих деталей і проєктів із частими змінами. Гарячий канал доцільно розглядати за стабільних серій, дорогого матеріалу, важкого литника, складної геометрії, високих вимог до автоматизації або кількох точок впорску.
Ці орієнтири не замінюють розрахунок: для конкретної деталі оптимальний варіант визначається конструкцією, матеріалом і виробничою програмою.
Як «Промсервіс» підбирає ливникову систему
«Промсервіс» розглядає ливникову систему як частину комплексного проєктування прес-форми. Залежно від задачі ми можемо:
- проаналізувати деталь, матеріал і плановий обсяг;
- запропонувати холодний, гарячий або гібридний канал з обґрунтуванням;
- спроєктувати систему з надійним заповненням, балансуванням і ремонтопридатністю;
- виготовити прес-форму на власному виробництві;
- провести випробування й налаштувати процес;
- виконувати серійне лиття пластикових деталей на власних термопластавтоматах;
- забезпечити сервіс, ремонт і модернізацію прес-форми та ливникової системи протягом життєвого циклу оснастки.
Потрібна прес-форма з відповідною ливниковою системою?
Надішліть креслення або 3D-модель, інформацію про матеріал, вимоги до деталі й очікуваний обсяг випуску. Фахівці «Промсервіс» оцінять технологічність виробу, допоможуть обрати холодний чи гарячий канал і підготують технічне рішення для стабільного серійного виробництва.
Ми виконуємо повний цикл робіт: проєктування та виготовлення прес-форм, випробування й доведення оснастки, а також серійне лиття пластикових деталей на власних термопластавтоматах.
Зв’язатися з нами
Телефон відділу продажу: +38 (067) 305 40 75
E-mail: sales@promservice.cn.ua